
Alimentación · HENLI
Alimentador servo zigzag para líneas de recorte circular
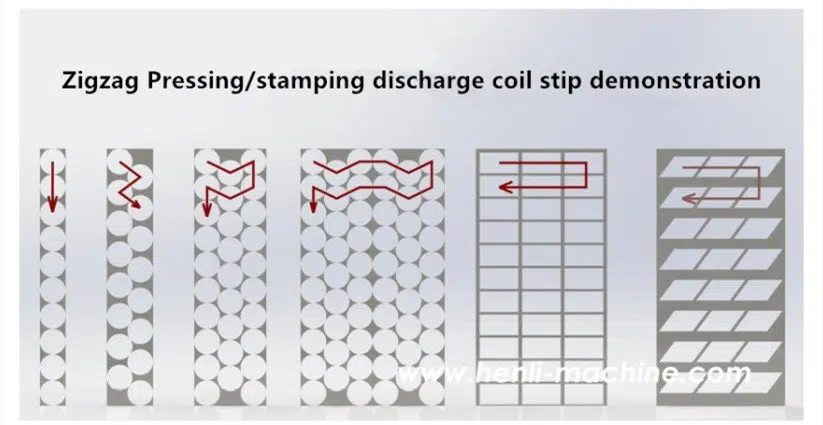
El alimentador servo zigzag mueve la tira hacia adelante y lateralmente para crear un patrón escalonado en círculos, discos y formatos redondos.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
Para utensilios de cocina, LED, arandelas, discos, sierras, laminación y piezas redondas donde el objetivo es mejorar utilización de material frente a alimentación recta.
- Agrega movimiento lateral al avance servo para reducir residuo en piezas redondas.
- Puede usarse para alimentación recta cuando el trabajo no necesita anidado.
- La línea completa debe revisarse con prensa, troquel, niveladora y desbobinador.
- La cotización depende más del formato cortado y del espacio de línea que del nombre del modelo.

Movimiento longitudinal y lateral
El zigzag servo anida círculos y discos para reducir residuo entre piezas
El equipo combina avance longitudinal con desplazamiento lateral programado. Su valor aparece cuando la geometría del formato, el ancho de bobina y el troquel permiten un patrón anidado real.
- Movimiento X-Y programado
- Trabajo recto o zigzag
- Selección por diámetro y patrón
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- Piezas redondas donde la alimentación recta desperdicia material entre círculos.
- Utensilios de cocina, discos, arandelas, piezas LED, sierras o laminación de motor con patrón anidado.
- Proyectos donde se puede confirmar diámetro, margen entre piezas, ancho de bobina, prensa y diseño del troquel.
Revise otra configuración si
- Piezas no redondas o trabajo general donde un alimentador servo NC recto es suficiente.
- Casos donde no hay plano de formato cortado, diámetro, patrón S/W, ancho de bobina ni datos de prensa.
- Material grueso o ancho sin revisar línea completa: desbobinador, niveladora, prensa, troquel y recolección.

Estructura de dos ejes
La carrera lateral debe cubrir el patrón sin invadir la prensa ni el troquel
La vista exterior permite revisar guías, servo lateral, mesa y huella. El layout debe reservar el recorrido transversal completo, incluyendo cables, resguardos y acceso de mantenimiento.
- Reservar carrera lateral
- Confirmar ancho útil de bobina
- Revisar interferencias con la prensa
Descripción técnica
Qué resuelve dentro de la línea
El alimentador zigzag se compra por una razón muy concreta: mejorar el aprovechamiento de material cuando las piezas son redondas o se pueden anidar. Si la pieza no necesita movimiento lateral, un alimentador servo recto suele ser más simple.
La decisión empieza por geometría del formato cortado, diámetro, margen entre piezas, ancho de bobina, patrón del troquel y prensa disponible. Sin esos datos, no se puede prometer ahorro real de material.
Flujo de trabajo
- Datos del formato cortadoDiámetro, forma, tolerancia y margen entre piezas definen el patrón de anidado.
- Movimiento servo X-YEl alimentador avanza y se desplaza lateralmente para colocar cada golpe en la posición programada.
- Prensa y troquelEl diseño del troquel, SPM y carrera de prensa limitan la velocidad real y el patrón posible.
- Línea completaDesbobinador, niveladora, zigzag alimentador, prensa y recolección deben diseñarse como una célula.

Mesa de alimentación
La tira avanza y se desplaza siguiendo el patrón aprobado para el blank
La mesa sostiene el material durante el movimiento combinado. Guiado, fricción y apoyo deben permitir el desplazamiento lateral sin torcer la tira ni marcar superficies visibles.
- Apoyo continuo
- Baja fricción lateral
- Alineación con el centro del troquel

Línea completa
Desbobinador, niveladora y lazo deben alimentar el movimiento lateral sin tirones
La instalación de línea muestra que el zigzag no puede arrastrar una bobina directamente. El material debe llegar plano, con reserva suficiente y sin tensión lateral antes de ejecutar el patrón.
- Controlar lazo
- Entregar material plano
- Evitar tensión lateral de bobina
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
Piezas redondas
Utensilios de cocina, discos, arandelas, sierras y formatos redondos son los casos naturales.
Ancho de bobina
El ahorro depende de cuántos formatos cortados puede acomodar el ancho real de tira.
Patrón S o W
El patrón de troquel cambia trayectoria, paso y requerimiento de control.
Material grueso
Si el material sube a configuración pesada, revise toda la línea y no solo el alimentador.

Zona de troquel
El ahorro se valida en la pieza estampada, no en una promesa genérica
La vista cercana al troquel permite relacionar diámetro, margen entre piezas y trayectoria. El porcentaje de ahorro depende del ancho de bobina, patrón S/W, diseño del troquel y estabilidad del proceso.
- Enviar plano del blank
- Definir margen entre piezas
- Comparar consumo recto y anidado

Prueba en planta
El patrón debe mantenerse estable al aumentar la velocidad de prensa
La línea real permite revisar cómo responden servos, lazo y troquel durante aceleración. La validación debe medir piezas, residuo y paros, no solo observar el movimiento en vacío.
- Aumentar velocidad por etapas
- Medir pieza y residuo
- Registrar alarmas y paros
Datos de selección
Parámetros y puntos de revisión
Ancho100-1600 mm según página y configuración
Espesor0.2-6.0 mm según serie y revisión técnica
Velocidad ref.15 m/min máximo listado
ModoAlimentación recta o zigzag / lateral

Aplicación de recorte
La capacidad por ancho y espesor se cruza con la aceleración lateral
Una tira ancha o un blank grande incrementan la masa que debe desplazarse. Por eso el modelo no se selecciona solo por el ancho nominal del alimentador.
- Cruzar masa con aceleración
- Confirmar espesor y resistencia
- Validar SPM con carrera lateral
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Modelos NC para alimentador zigzag servo
Los modelos estándar y Serie B se revisan con diámetro del formato cortado, ancho de bobina, espesor, prensa y patrón de troquel. Espesor hasta 6.0 mm requiere configuración cotizada.
| Modelo estándar | Modelo reforzado | Ancho | Espesor estándar | Espesor Serie B | Rango cotizado | Velocidad | Servo |
|---|---|---|---|---|---|---|---|
| NC-100 | NC-100B | 100 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 1.0 kW |
| NC-200 | NC-200B | 200 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 1.0 kW |
| NC-300 | NC-300B | 300 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 1.0 kW |
| NC-400 | NC-400B | 400 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 1.0 kW |
| NC-500 | NC-500B | 500 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 1.5 kW |
| NC-600 | NC-600B | 600 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 1.5 kW |
| NC-800 | NC-800B | 800 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 2.0 kW |
| NC-1000 | NC-1000B | 1000 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 3.0 kW |
| NC-1300 | NC-1300B | 1300 mm | 0.2-2.2 mm | 0.2-3.2 mm | hasta 6.0 mm | 15 m/min | 4.5 kW |
Datos de línea para validar el ahorro
| Dato | Por qué importa |
|---|---|
| Diámetro del círculo | Define anidado, paso y movimiento lateral |
| Margen entre piezas | Determina chatarra mínima entre piezas redondas |
| Ancho de bobina | Decide cuántas filas o patrón se pueden usar |
| SPM y carrera de prensa | Limitan velocidad real de la línea |
| Diseño del troquel S/W | Cambia trayectoria y uso de material |
Configuración
Opciones que cambian la selección
Movimiento X-Y
El alimentador avanza y desplaza lateralmente la tira según diámetro, ancho de material y patrón de anidado.
Ahorro de material
El objetivo típico es reducir residuo entre formatos redondos; el resultado real depende de diámetro, ancho de tira y diseño del troquel.
Modo recto
Cuando la pieza no necesita zigzag, el sistema puede trabajar como alimentación recta según configuración.
Línea completa
Una línea de círculos incluye desbobinador, niveladora, zigzag alimentador, prensa, troquel y posible apilado o cizallado.

Configuración de máquina
La base, la mesa y el sentido de trabajo se adaptan al layout del cliente
La máquina real muestra que altura, entrada, salida y espacio lateral deben definirse antes de fabricar. El patrón digital no corrige un layout físicamente insuficiente.
- Definir sentido de línea
- Confirmar altura de prensa
- Reservar acceso lateral
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 13 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
8vistas








Funcionamiento y proceso
2vistas

Instalaciones y casos
1vista

Preguntas y diagnóstico
1vista

Galería y detalles
1vista

Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Zigzag servo · Tabla técnica original 1
| Model (Standard) | NC-100 | NC-200 | NC-300 | NC-400 | NC-500 | NC-600 | NC-800 | NC-1000 | NC-1300 |
|---|---|---|---|---|---|---|---|---|---|
| Model (Reinforced) | NC-100B | NC-200B | NC-300B | NC-400B | NC-500B | NC-600B | NC-800B | NC-1000B | NC-1300B |
| Width | 100 mm3.9 in | 200 mm7.9 in | 300 mm11.8 in | 400 mm15.7 in | 500 mm19.7 in | 600 mm23.6 in | 800 mm31.5 in | 1000 mm39.4 in | 1300 mm51.2 in |
| Thickness (Standard) | 0.2-2.2 mm0.008-0.087 in | ||||||||
| Thickness (B-Series) | 0.2-3.2 mm0.008-0.126 in | ||||||||
| Thick Plate Quoted Range | Up to 6.0 mm by configurationUp to 0.236 in by configuration | ||||||||
| Max. Feed Length | 9999.99 mm393.7 in | ||||||||
| Max. Speed | 15 m/min49 ft/min | ||||||||
| Servo Motor | 1.0 kW | 1.0 kW | 1.0 kW | 1.0 kW | 1.5 kW | 1.5 kW | 2.0 kW | 3.0 kW | 4.5 kW |
| Alimentación eléctrica | AC 220V / 380V / 415V (3-Phase) | ||||||||
| Altura de alimentación | 70-250 mm adjustable2.8-9.8 in adjustable | ||||||||
| Release Type | Mechanical / Pneumatic | Pneumatic |
Vídeo original
Funcionamiento de la máquina
Aplicaciones
Procesos donde suele encajar
- Utensilios de cocina
- Discos y círculos metálicos
- Arandelas y discos pequeños
- Piezas LED y formatos redondos
También puede buscarlo como
alimentador zigzag servo, zigzag alimentador servo, alimentador para recorte circular, línea de corte de discos, alimentador servo oscilante

Formatos circulares
La ruta zigzag se justifica cuando el material ahorrado compensa la mayor complejidad
Utensilios, discos, arandelas y blanks redondos son aplicaciones naturales. Para piezas no redondas o ahorros pequeños, un servo NC recto puede ser más simple y económico.
- Utensilios de cocina
- Discos y arandelas
- Blanks redondos para embutido
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. servo NC recto
Zigzag agrega movimiento lateral para reducir residuo; servo NC recto es mejor para alimentación lineal común.
Vs. alimentador neumático zigzag
El servo zigzag ofrece control programado y es más adecuado para líneas técnicas de recorte circular.
Vs. línea completa de recorte circular
El alimentador es un módulo; la producción real exige revisar desbobinador, niveladora, prensa, troquel y salida.
Datos específicos para cotizar este equipo
- Diámetro y plano del formato cortado
- Margen entre piezas y patrón de troquel
- Material, espesor y ancho de bobina
- DI/DE de bobina y peso
- Modelo de prensa, SPM y carrera
- Necesidad de apilado, cizallado o manejo de residuo
Aplicaciones relacionadas
Soluciones donde aparece este equipo
Estas páginas muestran cómo el equipo se combina con otros módulos de línea según pieza, material, velocidad, superficie y salida de residuo.

Metalurgia ligera y piezas de ferretería
Las piezas de ferretería y metalurgia ligera parecen simples, pero pueden combinar material delgado, lotes pequeños, paso corto, residuo continuo y necesidad de bajo costo por pieza.
Explorar solución Línea para herrajes de paso corto y troquel progresivo
Para herrajes, clips, soportes pequeños y piezas de ferretería, la mejor línea suele depender del paso, el aprovechamiento de material, el cambio de referencia y la salida de residuo.
Explorar soluciónGuías técnicas relacionadas
Problemas de selección conectados con este equipo
Estas guías ayudan a decidir cuándo este equipo encaja, cuándo comparar otra configuración y qué datos enviar antes de cotizar.
Herrajes y bisagras: alimentador servo o línea 3 en 1
En herrajes, bisagras, soportes y piezas metálicas pequeñas, la mejor solución no se decide por una sola pieza. Se decide agrupando familias, rangos de material, frecuencia de cambio y forma de residuo.
Leer guía
Cómo elegir alimentador zigzag para formatos redondos
El zigzag no se compra porque el alimentador se mueva lateralmente. Se compra cuando el patrón de pieza permite ahorrar material sin volver inestable la prensa.
Leer guíaCuándo usar alimentador zigzag para formatos redondos
El alimentador zigzag no se usa para cualquier pieza. Tiene sentido cuando la geometría y el troquel permiten alternar posiciones para aprovechar mejor el ancho de la bobina.
Leer guíaPrecio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Zigzag servo porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿Cuánto material ahorra un zigzag alimentador servo?
Muchos proyectos buscan 7%-15% frente a alimentación recta, pero el resultado real depende de diámetro, ancho de tira, margen entre piezas y diseño del troquel.
¿Es lo mismo que un alimentador servo NC normal?
No exactamente. El NC servo normal alimenta hacia adelante; el zigzag agrega desplazamiento lateral para patrones anidados.
¿Cuál es el precio de un alimentador zigzag?
Se calcula después de revisar diámetro, material, ancho, espesor, datos de bobina, prensa, troquel, línea completa, control y destino.
¿Qué datos necesito para validar el ahorro de material?
Se necesita diámetro o plano del formato cortado, ancho de bobina, margen entre piezas, patrón del troquel, SPM, prensa y si la línea trabajará en modo recto, zigzag o ambos.
¿Cuándo no se justifica un alimentador zigzag?
Si la pieza no es redonda, el ahorro de material es bajo o el troquel no permite patrón anidado, un servo NC recto puede ser más simple y económico.
Productos relacionados
Otros equipos de la misma línea
Alimentación
Alimentador servo NC
El alimentador servo NC controla el paso de alimentación de la tira hacia el troquel, sincronizado con la prensa.
Ver detalles
Desbobinado
Desbobinador hidráulico pesado
El desbobinador hidráulico se usa cuando la bobina es pesada, ancha o difícil de cargar con un mandril manual.
Ver detalles
Línea completa
Línea de alimentación para prensa
Una línea de alimentación conecta la bobina con la prensa: desbobina, endereza, alimenta por paso y mantiene el ritmo del troquel.
Ver detallesCotización técnica
Cotizar Zigzag servo
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje