
Alimentación · HENLI
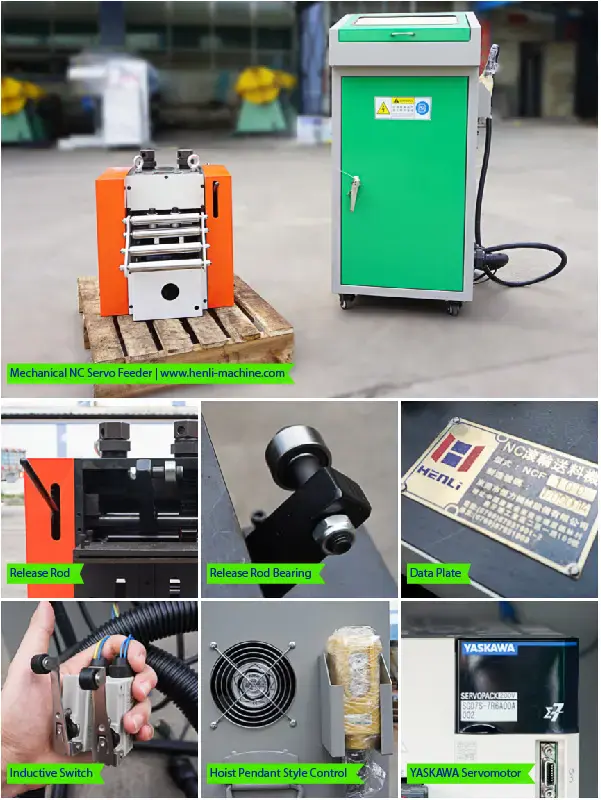
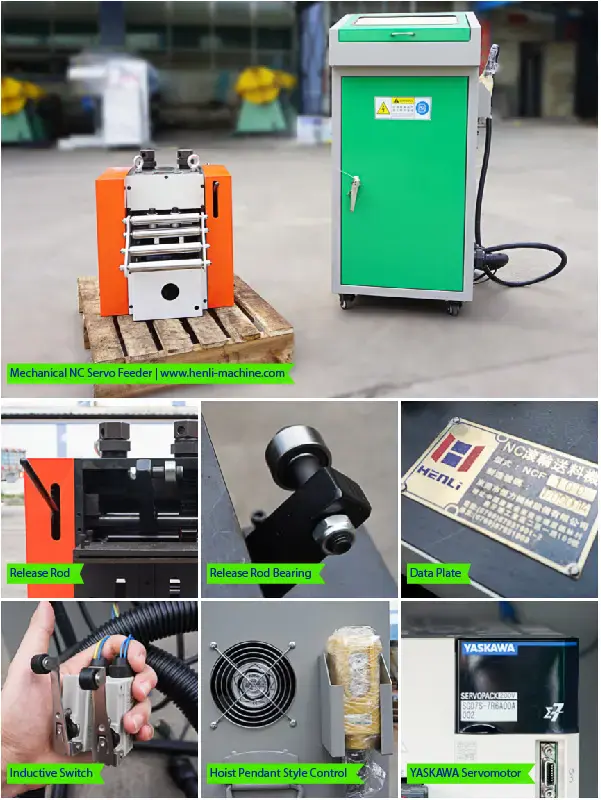
Alimentador servo NC para prensa de estampado
El alimentador servo NC controla el paso de alimentación de la tira hacia el troquel, sincronizado con la prensa.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
Para piezas donde la longitud de paso, la repetibilidad y el cambio de programa importan más que una alimentación mecánica simple.
- Permite cambiar longitud de alimentación desde el controlador.
- Trabaja con desbobinador, enderezadora o líneas 3 en 1.
- Adecuado para troqueles progresivos y producción repetitiva.
- Ayuda a analizar fallas de paso, desviación y marcas de material.

Avance programable
El servo NC cambia longitud y receta sin sustituir un tren de engranajes
La plataforma combina rodillos, servo y control para alimentar tira hacia el troquel. Es la ruta más flexible cuando una prensa produce varias piezas, longitudes o lotes durante la semana.
- Modelos por ancho y capacidad
- Longitud programable
- Liberación neumática o mecánica
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- Líneas de prensa donde la longitud de alimentación cambia por producto, molde o receta.
- Prensas mecánicas, hidráulicas, cizallas, láser o líneas automáticas que necesitan avance programable.
- Troqueles progresivos donde se debe revisar paso de alimentación, señal de prensa, liberación de piloto y repetibilidad.
Revise otra configuración si
- Producción fija de paso corto y muy alta velocidad donde un alimentador de rodillos, engranajes o pinza puede ser mejor.
- Aplicaciones de círculo o disco donde el objetivo principal es ahorrar material con movimiento lateral.
- Proyectos donde aún no se conoce ancho, espesor, longitud de alimentación, SPM, señal de prensa ni tipo de troquel.

Configuración estándar
El ancho, el espesor y el paso se cruzan con la serie A, B, C o D
La vista del equipo permite revisar rodillos, bastidor y control. La tabla de capacidad debe usarse para confirmar el ancho admisible al espesor real, no solo el ancho nominal del modelo.
- Usar matriz ancho-espesor
- Confirmar resistencia
- Definir paso máximo
Descripción técnica
Qué resuelve dentro de la línea
El alimentador servo NC es la opción más flexible cuando una prensa necesita alimentar tira metálica con longitud programable. A diferencia de una solución puramente mecánica o neumática, permite cambiar parámetros desde el controlador y adaptarse a distintos productos.
Se utiliza con power press, punzonadora, prensa hidráulica, corte láser, cizalla y líneas automáticas cuando la longitud de alimentación necesita control programable. La selección debe confirmar ancho, espesor, longitud de alimentación, señal de prensa, liberación de piloto y estabilidad del material.
Flujo de trabajo
- Rodillos de alimentaciónLos rodillos sujetan la tira y avanzan la longitud programada hacia el troquel.
- Servo y controladorEl operador ajusta longitud, velocidad y parámetros de alimentación según producto.
- Señal de prensaLa alimentación debe sincronizarse con el ciclo de prensa para evitar choque con el troquel.
- Línea completaNormalmente trabaja con desbobinador y enderezadora; en algunos casos también con lubricador o cortador de chatarra.

Entrada de material
Los rodillos avanzan la longitud programada dentro de la ventana de prensa
La tira debe entrar centrada, plana y con un lazo disponible. El servo controla el avance, pero no corrige tirones de bobina ni curvatura residual de la tira.
- Alinear guías
- Mantener lazo
- Preparar planitud antes del servo

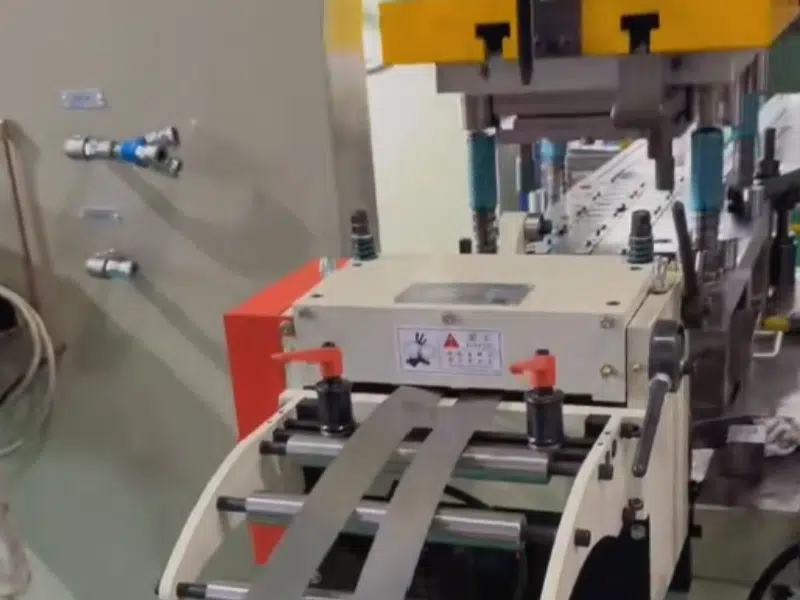
Integración con prensa
Señal, liberación y guía piloto deben actuar en el orden correcto
La instalación junto a la prensa muestra la corta distancia hasta el troquel. Si el piloto entra antes de liberar rodillos o el avance empieza demasiado pronto, aparece error de paso o choque.
- Definir señal de avance
- Ajustar liberación
- Confirmar piloto del troquel

Línea separada
Desbobinador y enderezadora preparan la tira antes del avance servo
La línea real muestra las funciones separadas: la bobina entrega, la enderezadora corrige curvatura y el servo controla el paso. El lazo evita que cada golpe de prensa tenga que acelerar toda la bobina.
- Separar funciones
- Dimensionar lazo
- Coordinar sensores
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
Cambios frecuentes
El servo NC conviene cuando la fábrica cambia longitud de alimentación o producto con frecuencia.
Mayor control que un alimentador neumático
Cuando el aire, desgaste o sellos afectan estabilidad, el servo aporta control de longitud más repetible.
No siempre es lo más rápido
Para producción fija de paso corto y muy alta velocidad, rodillos, engranajes o alimentador de pinza pueden ser mejores.
Revise la liberación de piloto
Si el troquel usa pilotos para corregir posición, hay que revisar liberación y señal con cuidado.

Versión con soporte
La base se adapta a la altura y al espacio de una prensa existente
La vista de montaje permite revisar soporte, HMI y recorrido de material. Para retrofit se necesitan medidas de bolster, altura de alimentación y fotos de ambos lados de la prensa.
- Medir altura de línea
- Enviar fotos de retrofit
- Reservar acceso de operador

Servo y control
La aceleración necesaria cambia con paso, SPM, ancho y masa de material
El accionamiento se selecciona por el perfil real de movimiento. Un avance largo a velocidad moderada puede exigir más potencia que un paso corto muy rápido, según el tiempo disponible.
- Cruzar paso y SPM
- Calcular tiempo disponible
- Confirmar masa en movimiento
Datos de selección
Parámetros y puntos de revisión
ControlServo con señal de prensa
FunciónPaso de alimentación programable
UsoTira metálica, prensa, punzonadora
CombinaciónCon desbobinador y enderezadora

Familia de tamaños
La plataforma NC cubre distintos anchos y cuatro niveles de capacidad
La fabricación de varios equipos muestra una arquitectura escalable. La selección usa las tablas completas de ancho por espesor y potencia por serie para evitar sobredimensionar o forzar un modelo.
- Series A, B, C y D
- Anchos publicados hasta 1600 mm
- Cruzar capacidad y potencia

Instalación en prensa
La precisión se verifica en la pieza después de piloto, cierre y retorno
La fotografía de producción recuerda que medir solo la longitud libre no basta. La pieza final incorpora la influencia de liberación, pilotos, troquel, holgura y estabilidad de la prensa.
- Medir pieza terminada
- Separar error de troquel
- Registrar variación por velocidad
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Modelos alimentador servo NC por ancho y serie
La tabla resume el rango técnico para preselección. La capacidad real debe cruzarse con material, espesor máximo al ancho requerido, paso, SPM y liberación de prensa.
| Modelo | Ancho | Serie A | Serie B | Serie C | Serie D | Velocidad | Precisión ref. | Rodillos | Motor A | Motor B | Motor C | Motor D |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NC-200 | 200 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 1.0 kW | 1.0 kW | 1.5 kW | 1.5 kW |
| NC-300 | 300 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 1.0 kW | 1.5 kW | 2.0 kW | 2.0 kW |
| NC-400 | 400 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 1.5 kW | 1.5 kW | 2.0 kW | 2.0 kW |
| NC-500 | 500 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 1.5 kW | 2.0 kW | 2.6 kW | 2.6 kW |
| NC-600 | 600 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 2.0 kW | 2.0 kW | 2.6 kW | 2.6 kW |
| NC-800 | 800 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 2.6 kW | 2.6 kW | 2.9 kW | 4.4 kW |
| NC-1000 | 1000 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 2.6 kW | 2.6 kW | 4.4 kW | 5.5 kW |
| NC-1300 | 1300 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 2.9 kW | 2.9 kW | 4.4 kW | 5.5 kW |
| NC-1600 | 1600 mm | 0.2-2.2 mm | 0.5-3.2 mm | 0.5-4.5 mm | 1.0-6.0 mm | 24 m/min | ±0.05 / 100 mm | A/B/C: 1+1; D: 2+2 | 4.4 kW | 4.4 kW | 5.5 kW | 7.5 kW |
Referencia de ancho permitido por espesor para Series A y B
Use esta tabla para evitar elegir solo por ancho nominal. Los valores indican ancho recomendado en mm según espesor.
| Modelo | 0.2 mm | 0.6 mm | 1.0 mm | 1.2 mm | 1.5 mm | 1.8 mm | 2.2 mm | 2.5 mm | 3.2 mm |
|---|---|---|---|---|---|---|---|---|---|
| NC-200 | 200 | 200 | 200 | 200 | 200 | 180 | 160 | 120 | 100 |
| NC-300 | 300 | 300 | 300 | 300 | 280 | 220 | 200 | 150 | 120 |
| NC-400 | 400 | 400 | 400 | 400 | 400 | 320 | 300 | 250 | 180 |
| NC-500 | 500 | 500 | 500 | 500 | 500 | 420 | 350 | 300 | 220 |
| NC-600 | 600 | 600 | 600 | 600 | 580 | 500 | 480 | 400 | 320 |
| NC-800 | 800 | 800 | 800 | 800 | 800 | 700 | 620 | 550 | 500 |
| NC-1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 950 | 800 | 710 | 600 |
| NC-1300 | 1300 | 1300 | 1300 | 1300 | 1200 | 1000 | 850 | 750 | 650 |
| NC-1600 | 1600 | 1600 | 1600 | 1600 | 1550 | 1300 | 1000 | 800 | 720 |
Configuración
Opciones que cambian la selección
Liberación neumática
Se usa en muchos retrofits porque la instalación es flexible y puede adaptarse a prensas mecánicas, hidráulicas, cizallas o líneas de corte.
Liberación mecánica
Conviene para paso corto y alta velocidad cuando la liberación debe seguir directamente el movimiento de la prensa.
Serie C o D
La serie C usa un juego de rodillos; la serie D agrega cuatro rodillos para material más exigente. La selección depende de ancho, espesor, resistencia y paso.
Zigzag o alta velocidad
Si el trabajo es recorte circular, laminación o alta velocidad dedicada, conviene comparar con zigzag servo, GCD, GCH, engranajes o alimentador de pinza.

Liberación neumática
Una solución flexible para prensas y líneas con señal disponible
La configuración neumática puede integrarse en muchos retrofits. Presión de aire, válvula, tiempo de respuesta y señal deben mantenerse estables para que los pilotos corrijan la tira.
- Confirmar presión
- Definir válvula y señal
- Medir tiempo de liberación
Liberación mecánica
La acción directa de la prensa puede convenir en paso corto y velocidad alta
La opción mecánica sigue el movimiento de la prensa y reduce dependencia de una válvula, pero exige compatibilidad física y ajuste angular preciso.
- Confirmar punto de accionamiento
- Ajustar ángulo
- Revisar compatibilidad de prensa

Movimiento zigzag
Cuando la pieza es redonda, el servo recto puede evolucionar a una ruta X-Y
La configuración especial añade desplazamiento lateral para mejorar el anidado. Antes de elegirla se calcula el ahorro con diámetro, ancho de bobina, margen y diseño del troquel.
- Enviar plano del círculo
- Calcular patrón
- Comparar con avance recto
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 28 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
20vistas


















Funcionamiento y proceso
2vistas


Datos técnicos y modelos
1vista

Estructura y componentes
2vistas


Cizalla hidráulica
2vistas


Instalaciones y casos
1vista

Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Servo NC · Tabla técnica original 1
| Specification | NC-200 | NC-300 | NC-400 | NC-500 | NC-600 | NC-800 | NC-1000 | NC-1300 | NC-1600 |
|---|---|---|---|---|---|---|---|---|---|
| Feeding width | 200 mm | 300 mm | 400 mm | 500 mm | 600 mm | 800 mm | 1000 mm | 1300 mm | 1600 mm |
| Series A thickness | 0.2-2.2 mm | ||||||||
| Series B thickness | 0.5-3.2 mm | ||||||||
| Series C thickness | 0.5-4.5 mm | ||||||||
| Series D thickness | 1.0-6.0 mm | ||||||||
| Speed reference | 24 m/min | ||||||||
| Accuracy reference | ±0.05 / 100 mm; ±0.02 mm is application-dependent when pilot pins and die conditions support it | ||||||||
| Roller configuration | Series A / B / C: upper 1 + lower 1; Series D: upper 2 + lower 2 | ||||||||
| Motor power A series | 1.0 kW | 1.0 kW | 1.5 kW | 1.5 kW | 2.0 kW | 2.6 kW | 2.6 kW | 2.9 kW | 4.4 kW |
| Motor power B series | 1.0 kW | 1.5 kW | 1.5 kW | 2.0 kW | 2.0 kW | 2.6 kW | 2.6 kW | 2.9 kW | 4.4 kW |
| Motor power C series | 1.5 kW | 2.0 kW | 2.0 kW | 2.6 kW | 2.6 kW | 2.9 kW | 4.4 kW | 4.4 kW | 5.5 kW |
| Motor power D series | 1.5 kW | 2.0 kW | 2.0 kW | 2.6 kW | 2.6 kW | 4.4 kW | 5.5 kW | 5.5 kW | 7.5 kW |
Servo NC · Tabla técnica original 2
| Modelo | 0.2 mm | 0.6 mm | 1.0 mm | 1.2 mm | 1.5 mm | 1.8 mm | 2.2 mm | 2.5 mm | 3.2 mm |
|---|---|---|---|---|---|---|---|---|---|
| NC-200 | 200 | 200 | 200 | 200 | 200 | 180 | 160 | 120 | 100 |
| NC-300 | 300 | 300 | 300 | 300 | 280 | 220 | 200 | 150 | 120 |
| NC-400 | 400 | 400 | 400 | 400 | 400 | 320 | 300 | 250 | 180 |
| NC-500 | 500 | 500 | 500 | 500 | 500 | 420 | 350 | 300 | 220 |
| NC-600 | 600 | 600 | 600 | 600 | 580 | 500 | 480 | 400 | 320 |
| NC-800 | 800 | 800 | 800 | 800 | 800 | 700 | 620 | 550 | 500 |
| NC-1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 950 | 800 | 710 | 600 |
| NC-1300 | 1300 | 1300 | 1300 | 1300 | 1200 | 1000 | 850 | 750 | 650 |
| NC-1600 | 1600 | 1600 | 1600 | 1600 | 1550 | 1300 | 1000 | 800 | 720 |
Aplicaciones
Procesos donde suele encajar
- Terminales
- Piezas de herrajes
- Carcasas metálicas
- Piezas automotrices pequeñas
También puede buscarlo como
alimentador servo NC, alimentador servo, alimentador para prensa, alimentación de bobina

Retrofit flexible
El NC es útil para modernizar prensas que producen varios trabajos
La integración en una prensa existente permite añadir recetas y mejorar repetibilidad sin sustituir toda la línea. El proyecto debe revisar control, seguridad y compatibilidad mecánica.
- Cambio de receta
- Modernización de prensa
- Producción multiproducto

Línea de bobina
La versatilidad del servo conecta bobina, prensa, cizalla o proceso de corte
La configuración industrial muestra cómo el mismo principio de avance programable puede integrarse en distintos procesos. Cada aplicación cambia señal, longitud, velocidad y método de salida.
- Prensa progresiva
- Cizalla y corte a longitud
- Automatización de bobina

Producción real
El modelo correcto se confirma con material, prensa y troquel trabajando juntos
La línea en planta permite evaluar acceso, lazo y recorrido. HENLI usa estos datos para decidir si basta un NC estándar o si conviene una serie reforzada, GCD, zigzag u otra arquitectura.
- Autopartes ligeras
- Herrajes
- Carcasas y componentes metálicos
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. neumático
Más flexible y programable, pero normalmente con mayor inversión inicial.
Vs. alimentador de rodillos
Mejor para cambios de trabajo; rodillos puede ganar en producción fija y ultra repetitiva.
Vs. 3 en 1
El servo NC separado ocupa menos inversión que una línea compacta completa, pero necesita desbobinado y enderezado aparte.
Datos específicos para cotizar este equipo
- Ancho y espesor de tira
- Longitud de alimentación mínima y máxima
- Tipo de prensa y señal disponible
- SPM objetivo
- Material y superficie
- Si existe piloto o liberación de troquel
Aplicaciones relacionadas
Soluciones donde aparece este equipo
Estas páginas muestran cómo el equipo se combina con otros módulos de línea según pieza, material, velocidad, superficie y salida de residuo.

Estampado de autopartes
En autopartes, la línea debe cuidar estabilidad de alimentación, planitud, superficie, cambio de bobina y salida de residuo. La selección empieza por la pieza, no por el nombre de la máquina.
Explorar solución
Electrodomésticos y herrajes
En electrodomésticos, gabinetes y herrajes, la línea debe equilibrar costo, espacio, cambio de lote, planitud y protección de superficie. La configuración suele moverse entre línea 3 en 1 compacta y equipos separados.
Explorar solución
Metalurgia ligera y piezas de ferretería
Las piezas de ferretería y metalurgia ligera parecen simples, pero pueden combinar material delgado, lotes pequeños, paso corto, residuo continuo y necesidad de bajo costo por pieza.
Explorar solución Línea para paneles visibles de electrodomésticos
En paneles, gabinetes y cubiertas visibles, el comprador no solo busca alimentar la prensa. La línea debe proteger superficie, controlar aceite, mantener planitud y permitir cambios de referencia sin perder orden.
Explorar solución
Línea para autopartes de material grueso
Las autopartes de material grueso requieren revisar seguridad de carga, expansión de bobina, fuerza de enderezado, precisión de alimentación y salida de residuo antes de hablar de precio.
Explorar solución Línea para herrajes de paso corto y troquel progresivo
Para herrajes, clips, soportes pequeños y piezas de ferretería, la mejor línea suele depender del paso, el aprovechamiento de material, el cambio de referencia y la salida de residuo.
Explorar soluciónGuías técnicas relacionadas
Problemas de selección conectados con este equipo
Estas guías ayudan a decidir cuándo este equipo encaja, cuándo comparar otra configuración y qué datos enviar antes de cotizar.
Retrofit de prensa para autopartes con alimentador servo
Modernizar una prensa de autopartes no siempre significa comprar una línea completa. A veces basta un alimentador servo; otras veces el cuello de botella está en bobina, planitud, lubricación o salida de residuo.
Leer guíaHerrajes y bisagras: alimentador servo o línea 3 en 1
En herrajes, bisagras, soportes y piezas metálicas pequeñas, la mejor solución no se decide por una sola pieza. Se decide agrupando familias, rangos de material, frecuencia de cambio y forma de residuo.
Leer guíaQué revisar antes de automatizar una prensa existente
Automatizar una prensa existente puede ser un retrofit simple o convertirse en una línea completa. La diferencia depende del material, el troquel, la prensa y el problema que se quiere resolver.
Leer guíaCómo diagnosticar error de paso en una línea de prensa
Cuando la pieza sale corrida, no conviene culpar de inmediato al alimentador. El error de paso puede nacer en la bobina, el lazo, la planitud, la prensa o el troquel.
Leer guía
Cuándo usar alimentador servo GCD de alta velocidad
El GCD se revisa cuando un servo NC general ya no responde bien a la ventana de alimentación, liberación y sincronización de una prensa rápida.
Leer guía
Cómo elegir alimentador zigzag para formatos redondos
El zigzag no se compra porque el alimentador se mueva lateralmente. Se compra cuando el patrón de pieza permite ahorrar material sin volver inestable la prensa.
Leer guíaPrecio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Servo NC porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿Qué diferencia hay entre NC alimentador y alimentador de rodillos mecánico?
El alimentador NC usa servo y programa de longitud. El alimentador de rodillos mecánico depende más de la transmisión de la prensa y suele usarse en alta velocidad específica.
¿Puede trabajar con una prensa existente?
Normalmente sí, pero se debe revisar señal de prensa, altura de línea, espacio, alimentación eléctrica y rango de material.
¿Cuál es el precio de un alimentador servo NC?
No hay precio fijo publicado. Cambia por ancho, serie A/B/C/D, método de liberación, material, paso, SPM, control, voltaje, integración con desbobinador/enderezadora y destino.
¿Qué datos ayudan a elegir entre serie A, B, C o D?
HENLI revisa ancho, espesor, resistencia del material, paso, SPM, necesidad de liberación, superficie de la tira y si se requieren más rodillos para mejorar tracción y estabilidad.
¿El servo NC corrige problemas de planitud o bobina?
No por sí solo. Si la tira llega con curvatura, tensión irregular o lazo inestable, también se debe revisar desbobinador, enderezadora, altura de línea y control de lazo.
Productos relacionados
Otros equipos de la misma línea

Alimentación
Alimentador neumático para prensa
El alimentador neumático automatiza la alimentación de paso fijo usando aire comprimido, mordazas y ajuste de carrera.
Ver detalles
Alimentación
Alimentador de rodillos de alta velocidad
El alimentador de rodillos de alta velocidad se sincroniza mecánicamente con la prensa para producciones de paso fijo.
Ver detalles Alimentación
Alimentador servo de alta velocidad GCD
El GCD es un alimentador servo compacto para prensas de alta velocidad cuando el NC servo general ya no resuelve bien la ventana de alimentación.
Ver detalles Alimentación
Alimentador servo zigzag
El alimentador servo zigzag mueve la tira hacia adelante y lateralmente para crear un patrón escalonado en círculos, discos y formatos redondos.
Ver detallesCotización técnica
Cotizar Servo NC
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje