
Alimentación · HENLI
Alimentador de rodillos de alta velocidad para estampado fijo
El alimentador de rodillos de alta velocidad se sincroniza mecánicamente con la prensa para producciones de paso fijo.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
Para producción repetitiva de alto volumen donde el paso de alimentación es estable y la sincronización mecánica con la prensa aporta velocidad.
- La transmisión mecánica puede reducir retrasos frente a sistemas neumáticos.
- Encaja mejor en producción fija, de alto volumen y paso repetitivo.
- No es la primera opción cuando el comprador cambia mucho de producto o de paso.
- Suele combinarse con desbobinador y enderezadora antes de la prensa.

Sincronización mecánica
RFS alimenta por rodillos cuando el paso es fijo y la prensa trabaja de forma repetitiva
El alimentador toma movimiento de la prensa y lo convierte en avance de tira. Su fortaleza es la producción estable de alto volumen, siempre que carrera, ángulo, paso y liberación estén correctamente definidos.
- Paso fijo
- Sincronización con eje de prensa
- Hasta 500-600 SPM según condición
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- Producción fija, repetitiva y de alto volumen donde el paso cambia poco.
- Terminales, conectores, marcos LED conductores, laminaciones y piezas de precisión con paso corto.
- Prensas de alta velocidad donde la sincronización mecánica con eje de salida ayuda a mantener el ritmo.
Revise otra configuración si
- Pedidos con cambios frecuentes de paso o receta; servo NC o GCD pueden ser más cómodos.
- Material muy sensible a marcas de rodillo sin validar presión, rodillos PU o alternativa pinza.
- Aplicaciones donde no se conoce ángulo de carrera, momento de liberación del troquel, longitud de alimentación ni disposición del eje de prensa.

Cuerpo del alimentador
La rigidez y el paralelismo mantienen una tracción uniforme en todo el ancho
La vista completa permite revisar rodillos, bastidor y ajustes. En material ancho, una diferencia de presión entre lados puede desviar la tira y acumular error en el troquel.
- Verificar paralelismo
- Ajustar presión por material
- Controlar desvío lateral
Descripción técnica
Qué resuelve dentro de la línea
El alimentador de rodillos de alta velocidad RFS está pensado para producción repetitiva de paso fijo. Su valor está en la sincronización mecánica con la prensa, no en cambiar recetas todo el día.
Puede trabajar en rangos de 500-600 SPM bajo condiciones adecuadas, con ancho hasta 700 mm, espesor hasta 3.5 mm y paso de alimentación hasta 300 mm en el rango catalogado. Estos datos siempre deben confirmarse con material, troquel y prensa.
Flujo de trabajo
- Accionamiento mecánicoEl alimentador se mueve por conexión al eje de salida de la prensa mediante disco excéntrico y biela.
- Sincronización de carreraLa relación mecánica ayuda a mantener el avance alineado con el ciclo de la prensa.
- Paso fijoEs fuerte cuando la longitud de alimentación no cambia y el producto es repetitivo.
- Línea de soporteNormalmente requiere desbobinador y enderezadora adecuados para que la tira llegue estable.

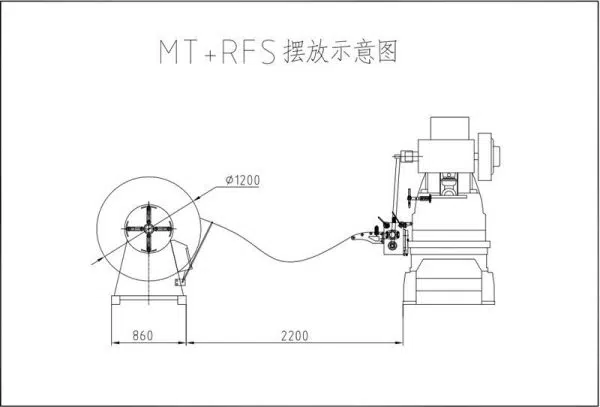
Acoplamiento a prensa
El movimiento de la prensa define el momento exacto de alimentación
La instalación real muestra la relación entre eje, transmisión y alimentador. La selección debe considerar carrera de prensa, ángulo disponible y ventana de liberación antes de elegir la longitud de avance.
- Confirmar eje disponible
- Definir ángulo de avance
- Revisar liberación piloto

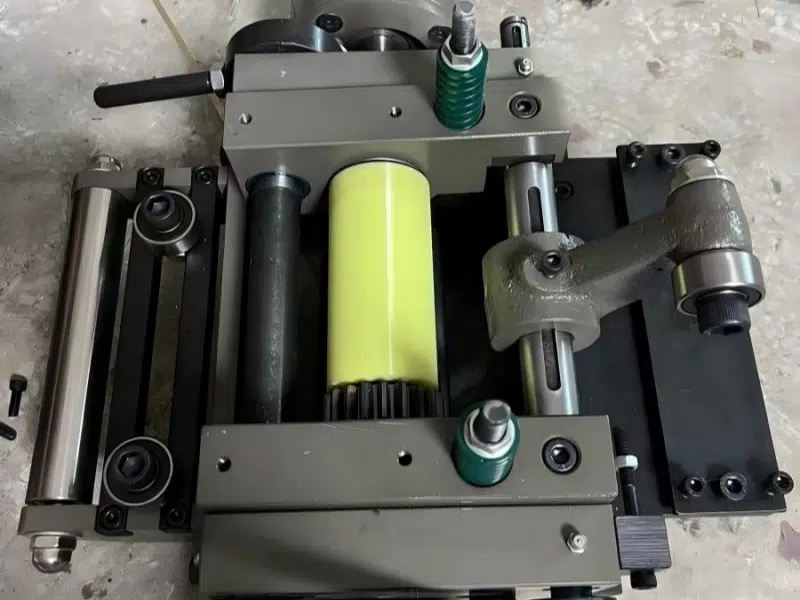
Componentes mecánicos
Levas, bielas y transmisión deben trabajar sin holgura excesiva
El detalle del mecanismo ayuda a relacionar desgaste con variación de paso. La inspección preventiva debe incluir articulaciones, lubricación y fijaciones de la transmisión.
- Inspeccionar articulaciones
- Lubricar según horas
- Controlar juego mecánico

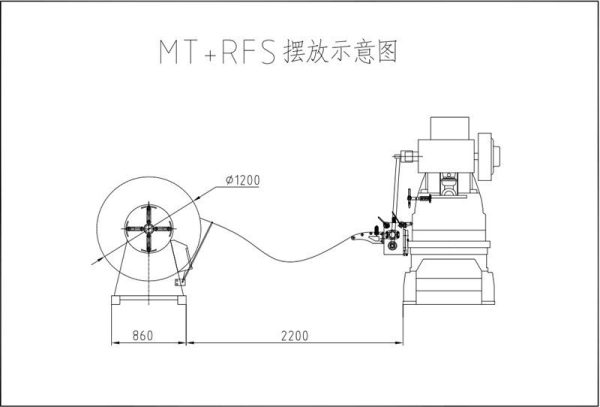
Línea desde bobina
El RFS necesita una reserva de material sin tensión antes de cada avance
La línea completa muestra la relación con desbobinador y enderezadora. El lazo desacopla el movimiento continuo de preparación del avance intermitente de la prensa.
- Dimensionar lazo
- Preparar planitud
- Evitar arrastre de bobina
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
Use RFS si el producto es estable
Terminales, conectores, marcos LED conductores y laminaciones fijas suelen encajar cuando el paso es corto y repetitivo.
No lo fuerce si cambia mucho
Si cada orden cambia longitud y parámetros, servo NC suele ser más cómodo.
Confirme troquel y prensa
La velocidad real depende de ángulo de carrera, sincronización del troquel, longitud de alimentación y condición del material.
Revise material sensible
Si la tira puede rayarse o resbalar por presión de rodillos, revise pinza o solución especializada.
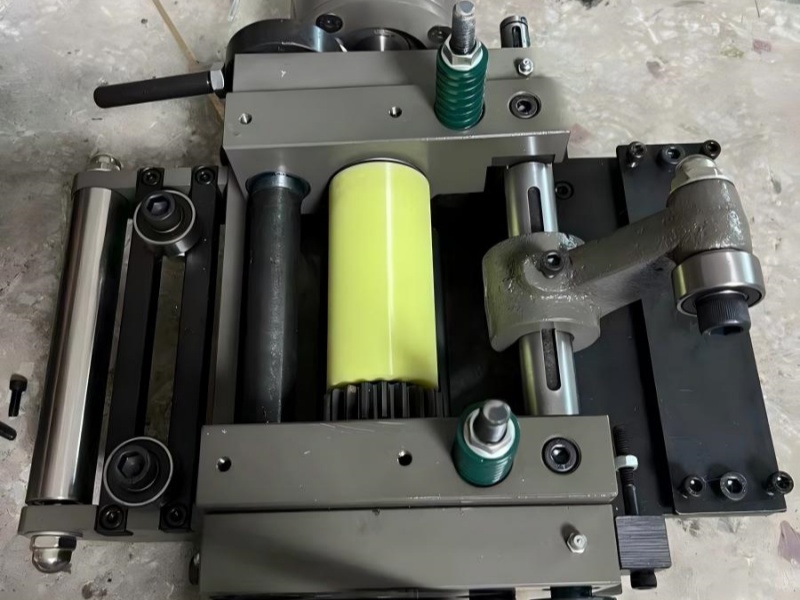
Rodillos y guiado
El material debe entrar centrado y con una superficie compatible con el contacto
La vista del equipo permite revisar diámetro de rodillos y guías. Para tira recubierta, cobre, aluminio o acero inoxidable visible se debe evaluar riesgo de marcas y una alternativa por pinza o rodillos especiales.
- Indicar acabado
- Enviar muestra sensible
- Comparar pinza o rodillo especial

Instalación compacta
La distancia al troquel debe ser corta sin bloquear ajuste ni mantenimiento
La integración sobre la prensa muestra una huella reducida. El soporte debe resistir vibración y conservar la altura de línea durante todo el turno.
- Base rígida
- Recorrido libre corto
- Acceso para ajuste
Datos de selección
Parámetros y puntos de revisión
Velocidad500-600 SPM bajo condiciones adecuadas
AnchoHasta 700 mm en el rango RFS
EspesorHasta 3.5 mm por modelo y aplicación
PasoHasta 300 mm de longitud de alimentación catalogada

Aplicación real
El paso publicado debe verificarse a la velocidad objetivo y con el material real
La máquina instalada permite observar el recorrido de tira. La preselección por tabla se completa con una prueba de aceleración, liberación y medición de pieza.
- Probar por etapas
- Medir pieza
- Registrar error a velocidad
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Tabla RFS de alimentador mecánico de rodillos
La velocidad real depende de la prensa, el ángulo de carrera, el paso de alimentación, la liberación del troquel y el comportamiento del material.
| Modelo | Ancho | Longitud | Espesor | Altura de línea | Peso |
|---|---|---|---|---|---|
| RFS-105NS | 100 mm | 50 mm | 0-1.6 mm | 55-100 mm | 64 kg |
| RFS-205NS | 200 mm | 50 mm | 0-1.6 mm | 55-100 mm | 87 kg |
| RFS-255NS | 250 mm | 50 mm | 0-1.6 mm | 55-100 mm | 95 kg |
| RFS-305NS | 300 mm | 50 mm | 0-1.6 mm | 55-100 mm | 103 kg |
| RFS-355NS | 350 mm | 50 mm | 0-1.6 mm | 55-100 mm | 111 kg |
| RFS-405NS | 400 mm | 50 mm | 0-1.6 mm | 55-100 mm | 120 kg |
| RFS-455NS | 450 mm | 50 mm | 0-1.6 mm | 55-100 mm | 131 kg |
| RFS-505NS | 500 mm | 50 mm | 0-1.6 mm | 55-100 mm | 141 kg |
| RFS-555NS | 550 mm | 50 mm | 0-3.5 mm | 55-100 mm | 151 kg |
| RFS-605NS | 600 mm | 50 mm | 0-1.6 mm | 55-100 mm | 161 kg |
| RFS-138NS | 130 mm | 80 mm | 0-1.6 mm | 60-120 mm | 76 kg |
| RFS-188NS | 180 mm | 80 mm | 0-1.6 mm | 60-120 mm | 84 kg |
| RFS-1310NS | 130 mm | 100 mm | 0-3.5 mm | 70-140 mm | 142 kg |
| RFS-2010NS | 200 mm | 100 mm | 0-3.5 mm | 70-140 mm | 155 kg |
| RFS-3010NS | 300 mm | 100 mm | 0-3.5 mm | 70-140 mm | 180 kg |
| RFS-4010NS | 400 mm | 100 mm | 0-3.5 mm | 70-140 mm | 200 kg |
| RFS-5010NS | 500 mm | 100 mm | 0-3.5 mm | 70-140 mm | 220 kg |
| RFS-6010NS | 600 mm | 100 mm | 0-3.5 mm | 70-140 mm | 240 kg |
| RFS-7010NS | 700 mm | 100 mm | 0-3.5 mm | 70-140 mm | 260 kg |
| RFS-1315NS | 130 mm | 150 mm | 0-3.5 mm | 70-140 mm | 143 kg |
| RFS-2015NS | 200 mm | 150 mm | 0-3.5 mm | 70-140 mm | 156 kg |
| RFS-3015NS | 300 mm | 150 mm | 0-3.5 mm | 70-140 mm | 181 kg |
| RFS-4015NS | 400 mm | 150 mm | 0-3.5 mm | 70-140 mm | 201 kg |
| RFS-5015NS | 500 mm | 150 mm | 0-3.5 mm | 70-140 mm | 221 kg |
| RFS-6015NS | 600 mm | 150 mm | 0-3.5 mm | 70-140 mm | 241 kg |
| RFS-7015NS | 700 mm | 150 mm | 0-3.5 mm | 70-140 mm | 261 kg |
| RFS-1320NS | 130 mm | 200 mm | 0-3.5 mm | 70-140 mm | 146 kg |
| RFS-2020NS | 200 mm | 200 mm | 0-3.5 mm | 70-140 mm | 159 kg |
| RFS-3020NS | 300 mm | 200 mm | 0-3.5 mm | 70-140 mm | 184 kg |
| RFS-4020NS | 400 mm | 200 mm | 0-3.5 mm | 70-140 mm | 204 kg |
| RFS-5020NS | 500 mm | 200 mm | 0-3.5 mm | 70-140 mm | 224 kg |
| RFS-6020NS | 600 mm | 200 mm | 0-3.5 mm | 70-140 mm | 244 kg |
| RFS-7020NS | 700 mm | 200 mm | 0-3.5 mm | 70-140 mm | 264 kg |
| RFS-2030NS | 200 mm | 300 mm | 0-3.5 mm | 100-190 mm | 223 kg |
| RFS-3030NS | 300 mm | 300 mm | 0-3.5 mm | 100-190 mm | 251 kg |
| RFS-4030NS | 400 mm | 300 mm | 0-3.5 mm | 100-190 mm | 279 kg |
| RFS-5030NS | 500 mm | 300 mm | 0-3.5 mm | 100-190 mm | 307 kg |
| RFS-6030NS | 600 mm | 300 mm | 0-3.5 mm | 100-190 mm | 335 kg |
| RFS-7030NS | 700 mm | 300 mm | 0-3.5 mm | 100-190 mm | 363 kg |
Cuándo comparar RFS con otros alimentadores
La decisión no depende solo de SPM. Compare el tipo de alimentador según paso, cambio de producto, superficie y sincronización de prensa.
| Condición de producción | Opción a comparar | Dato crítico |
|---|---|---|
| Paso fijo y alto volumen | RFS de rodillos | Longitud, SPM, eje de prensa y ángulo de alimentación |
| Cambio frecuente de longitud | Servo NC | Número de recetas y precisión requerida |
| Paso fijo ultrarrápido | Alimentador de engranajes GCF | Paso real, engranajes e indexación |
| Tira estrecha o sensible | Alimentador de pinza HG | Ancho, acabado, agarre y liberación |
| Prensa rápida con paso programable | GCD servo | SPM, liberación, paso y ventana de alimentación |
| Material con marcas por rodillo | Rodillos PU o pinza | Superficie, presión de contacto y lubricación |
Configuración
Opciones que cambian la selección
Dispositivo de reversa
La opción anti-retorno ayuda a evitar retroceso del material y convierte el freno estándar en apoyo adicional de seguridad.
Rodillos PU
Rodillos de poliuretano pueden proteger aluminio, cobre, materiales prepintados, pulidos o tiras sensibles.
Empuje y tracción
Para material muy delgado o blando, una configuración de empuje y tracción puede ayudar a mantener tensión y evitar pandeo antes del piloto.
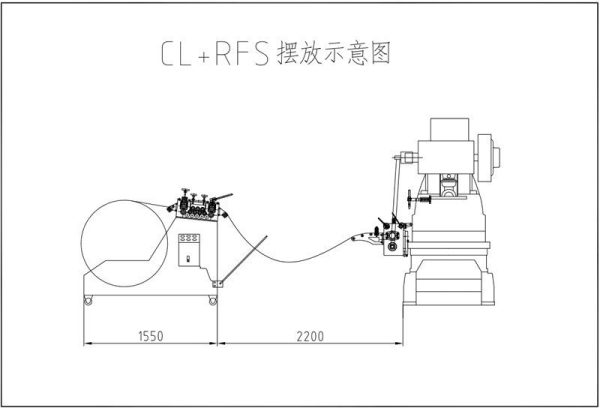
Línea de soporte
El RFS necesita desbobinado y enderezado correctos; una mala línea previa limita la velocidad aunque el alimentador sea rápido.
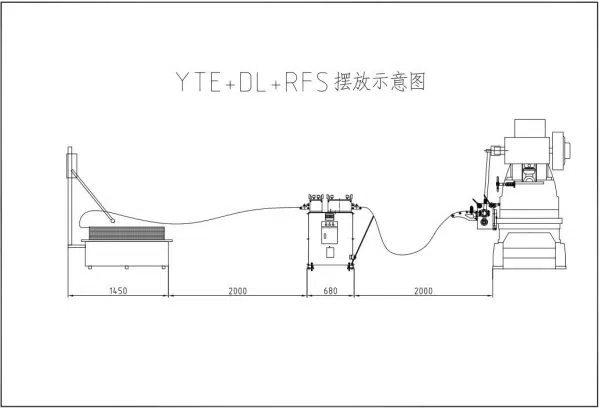
Soporte y altura
Cada prensa exige una base y una posición de transmisión compatibles
La instalación lateral muestra que soporte, eje y resguardos cambian según la prensa. HENLI necesita fotografías y medidas del equipo existente para preparar un retrofit realista.
- Enviar fotos de la prensa
- Medir altura y eje
- Definir resguardos
Puesta en marcha
Alineación, ángulo y presión se documentan como parámetros de producción
La instalación en taller permite revisar acceso a puntos de ajuste. Registrar estos valores reduce variación cuando se cambia troquel o se realiza mantenimiento.
- Documentar ángulo
- Registrar presión
- Verificar después de mantenimiento
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 17 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
11vistas







Funcionamiento y proceso
2vistas


Estructura y componentes
1vista

Galería y detalles
2vistas


Instalaciones y casos
1vista

Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Rodillos alta velocidad · Tabla técnica original 1
| Modelo | Width / mm | Space Length / mm | Thickness / mm | Feed Line Height / mm | Weight / kg |
|---|---|---|---|---|---|
| RFS-105NS | 100 | 50 | 0-1.6 | 55-100 | 64 |
| RFS-205NS | 200 | 50 | 0-1.6 | 55-100 | 87 |
| RFS-255NS | 250 | 50 | 0-1.6 | 55-100 | 95 |
| RFS-305NS | 300 | 50 | 0-1.6 | 55-100 | 103 |
| RFS-355NS | 350 | 50 | 0-1.6 | 55-100 | 111 |
| RFS-405NS | 400 | 50 | 0-1.6 | 55-100 | 120 |
| RFS-455NS | 450 | 50 | 0-1.6 | 55-100 | 131 |
| RFS-505NS | 500 | 50 | 0-1.6 | 55-100 | 141 |
| RFS-555NS | 550 | 50 | 0-3.5 | 55-100 | 151 |
| RFS-605NS | 600 | 50 | 0-1.6 | 55-100 | 161 |
| RFS-138NS | 130 | 80 | 0-1.6 | 60-120 | 76 |
| RFS-188NS | 180 | 80 | 0-1.6 | 60-120 | 84 |
| RFS-1310NS | 130 | 100 | 0-3.5 | 70-140 | 142 |
| RFS-2010NS | 200 | 100 | 0-3.5 | 70-140 | 155 |
| RFS-3010NS | 300 | 100 | 0-3.5 | 70-140 | 180 |
| RFS-4010NS | 400 | 100 | 0-3.5 | 70-140 | 200 |
| RFS-5010NS | 500 | 100 | 0-3.5 | 70-140 | 220 |
| RFS-6010NS | 600 | 100 | 0-3.5 | 70-140 | 240 |
| RFS-7010NS | 700 | 100 | 0-3.5 | 70-140 | 260 |
| RFS-1315NS | 130 | 150 | 0-3.5 | 70-140 | 143 |
| RFS-2015NS | 200 | 150 | 0-3.5 | 70-140 | 156 |
| RFS-3015NS | 300 | 150 | 0-3.5 | 70-140 | 181 |
| RFS-4015NS | 400 | 150 | 0-3.5 | 70-140 | 201 |
| RFS-5015NS | 500 | 150 | 0-3.5 | 70-140 | 221 |
| RFS-6015NS | 600 | 150 | 0-3.5 | 70-140 | 241 |
| RFS-7015NS | 700 | 150 | 0-3.5 | 70-140 | 261 |
| RFS-1320NS | 130 | 200 | 0-3.5 | 70-140 | 146 |
| RFS-2020NS | 200 | 200 | 0-3.5 | 70-140 | 159 |
| RFS-3020NS | 300 | 200 | 0-3.5 | 70-140 | 184 |
| RFS-4020NS | 400 | 200 | 0-3.5 | 70-140 | 204 |
| RFS-5020NS | 500 | 200 | 0-3.5 | 70-140 | 224 |
| RFS-6020NS | 600 | 200 | 0-3.5 | 70-140 | 244 |
| RFS-7020NS | 700 | 200 | 0-3.5 | 70-140 | 264 |
| RFS-2030NS | 200 | 300 | 0-3.5 | 100-190 | 223 |
| RFS-3030NS | 300 | 300 | 0-3.5 | 100-190 | 251 |
| RFS-4030NS | 400 | 300 | 0-3.5 | 100-190 | 279 |
| RFS-5030NS | 500 | 300 | 0-3.5 | 100-190 | 307 |
| RFS-6030NS | 600 | 300 | 0-3.5 | 100-190 | 335 |
| RFS-7030NS | 700 | 300 | 0-3.5 | 100-190 | 363 |
Vídeo original
Funcionamiento de la máquina
Aplicaciones
Procesos donde suele encajar
- Terminales y conectores
- Marcos LED conductores
- Laminaciones de motor
- Piezas metálicas de precisión
También puede buscarlo como
alimentador de rodillos de alta velocidad, alimentador de rodillos, alimentador mecánico de rodillos, alimentador para 500 SPM, alimentador para terminales
Producción repetitiva
RFS encaja en terminales, laminaciones y herrajes con paso estable
La celda real refleja una aplicación de alto volumen. Si la fábrica cambia longitud con frecuencia o necesita recetas, la comparación debe incluir servo NC o GCD.
- Terminales
- Laminaciones
- Herrajes de paso fijo

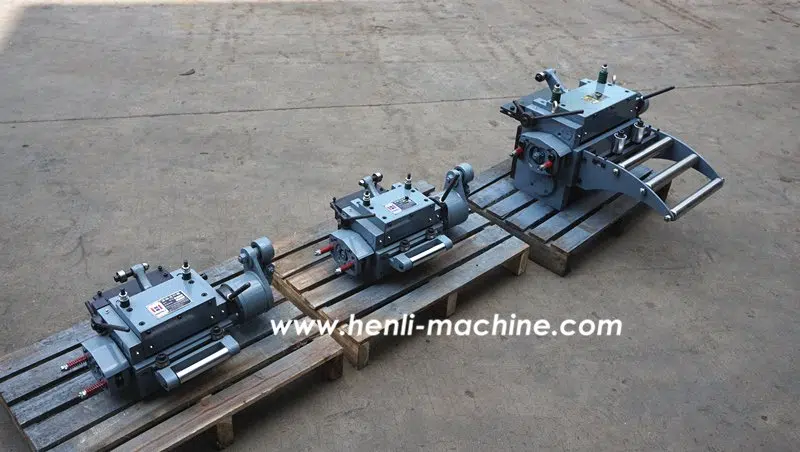
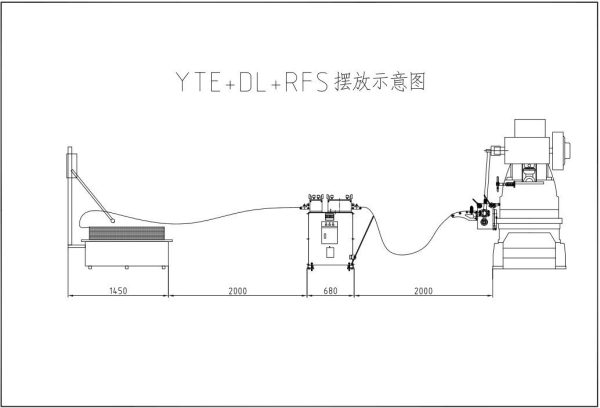
Integración industrial
La selección correcta considera producción, cambio y mantenimiento durante todo el ciclo de vida
La línea completa permite comparar velocidad nominal con tiempo de ajuste, disponibilidad de repuestos y estabilidad del troquel. La solución más rápida no siempre es la más productiva en un entorno de cambios frecuentes.
- Medir tiempo de cambio
- Planificar repuestos
- Comparar productividad total
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. servo NC
RFS puede ser más fuerte en alta velocidad fija; servo NC gana en cambio rápido de longitud.
Vs. alimentador neumático
El accionamiento mecánico reduce retrasos típicos de sistemas neumáticos en producción rápida.
Vs. alimentador de engranajes
Ambos son rutas mecánicas; la decisión depende de paso, prensa, material y estructura de línea.
Datos específicos para cotizar este equipo
- Paso de alimentación exacto
- SPM objetivo y modelo de prensa
- Ángulo de carrera y punto de alimentación
- Ancho, espesor y material
- Si hay liberación de piloto
- Tipo de pieza: terminal, conector, laminación u otra
Aplicaciones relacionadas
Soluciones donde aparece este equipo
Estas páginas muestran cómo el equipo se combina con otros módulos de línea según pieza, material, velocidad, superficie y salida de residuo.

Laminación de motor eléctrico
La laminación de motor y transformador exige velocidad, control de lazo, alimentación precisa, cambio rápido de bobina y protección del acero al silicio delgado.
Explorar solución
Terminales y conectores electrónicos
Los terminales y conectores combinan material delgado, paso corto, alta velocidad y tolerancia estricta. La solución puede requerir desbobinado estable, alimentador de alta velocidad, control de residuo y, en algunos casos, rebobinado.
Explorar solución
Manejo de residuo en prensa
El residuo continuo puede ocupar espacio, crear riesgo, detener la prensa y dificultar reciclaje. La solución correcta depende de si el residuo sale como tira, malla, esqueleto irregular o material fino.
Explorar solución Línea para terminales y conectores de paso corto
En terminales y conectores, el reto suele estar en alimentar material delgado, estrecho y de paso corto sin deformar la tira ni perder sincronización con una prensa rápida.
Explorar soluciónGuías técnicas relacionadas
Problemas de selección conectados con este equipo
Estas guías ayudan a decidir cuándo este equipo encaja, cuándo comparar otra configuración y qué datos enviar antes de cotizar.

Cuándo usar alimentador servo GCD de alta velocidad
El GCD se revisa cuando un servo NC general ya no responde bien a la ventana de alimentación, liberación y sincronización de una prensa rápida.
Leer guía
Cuándo usar alimentador neumático para prensa
El alimentador neumático puede ser una solución económica y práctica, pero solo cuando el trabajo permite paso fijo, precisión moderada y una línea sencilla.
Leer guía
Cuándo usar alimentador de pinza y cuándo alimentador de engranajes
En prensas rápidas, el alimentador no se elige solo por velocidad. El paso, el modo de sujeción, el material, el piloto y el mantenimiento cambian la respuesta correcta.
Leer guíaGCD servo o NC servo en prensa rápida: cómo decidir
El problema no es solo alimentar más rápido. En una prensa rápida, el alimentador debe avanzar, liberar y volver a sujetar dentro de una ventana de tiempo más corta.
Leer guía
Cómo elegir la dirección de descarga del cortador de chatarra
Cortar el residuo no termina el problema si las piezas cortadas caen en un lugar incómodo, inseguro o difícil de retirar.
Leer guíaPor qué aparece error de paso en terminales y conectores
En terminales y conectores, un error pequeño de paso puede detener toda la línea. La causa no siempre está en el servo o en el alimentador.
Leer guíaPrecio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Rodillos alta velocidad porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿Por qué elegir rodillos de alta velocidad en vez de servo NC?
Para producción fija y muy repetitiva, la sincronización mecánica puede ser adecuada. Si el trabajo cambia de longitud con frecuencia, el servo NC suele ser más flexible.
¿Qué limita la velocidad real?
La velocidad depende de longitud de alimentación, ángulo de carrera, tiempo del troquel, material, prensa y estabilidad de la línea completa.
¿Cuál es el precio de un alimentador RFS?
La cotización depende de modelo, ancho, paso, dispositivo de reversa, rodillos PU, configuración de empuje y tracción, kit mecánico, prensa, troquel, voltaje y destino.
¿Necesita enderezadora antes del RFS?
En la mayoría de líneas sí conviene revisar desbobinado, enderezado y lazo previo. Si la tira llega con memoria de bobina, ondulación o tensión inestable, el alimentador rápido no puede corregirlo solo.
¿El RFS es buena opción para cambios frecuentes de paso?
Normalmente no es la primera opción. Si el operador cambia longitudes o recetas con frecuencia, un servo NC o GCD puede ser más práctico que una solución mecánica de paso fijo.
Productos relacionados
Otros equipos de la misma línea

Alimentación
Alimentador servo NC
El alimentador servo NC controla el paso de alimentación de la tira hacia el troquel, sincronizado con la prensa.
Ver detalles Alimentación
Alimentador neumático para prensa
El alimentador neumático automatiza la alimentación de paso fijo usando aire comprimido, mordazas y ajuste de carrera.
Ver detalles Alimentación
Alimentador de engranajes de alta velocidad
El GCF usa arquitectura de engranajes intercambiables para alimentación mecánica de paso fijo en producción rápida y repetitiva.
Ver detalles Alimentación
Alimentador de pinza HG de alta velocidad
El alimentador de pinza HG usa mordazas para alimentar tira estrecha y corta con alta velocidad, cuidando mejor ciertas superficies que un rodillo mal ajustado.
Ver detallesCotización técnica
Cotizar Rodillos alta velocidad
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje