
Alimentación · HENLI
Alimentador de engranajes GCF para paso fijo de alta velocidad
El GCF usa arquitectura de engranajes intercambiables para alimentación mecánica de paso fijo en producción rápida y repetitiva.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
Para terminales, laminación EI, estator, rotor y herrajes de precisión cuando el paso está definido y la repetibilidad mecánica importa más que cambiar recetas.
- Diseñado para paso fijo y producción repetitiva de alta velocidad.
- El cambio de engranajes mantiene la longitud de alimentación mecánica según la pieza.
- La decisión depende del troquel, la prensa y la línea, no solo de SPM.
- Se compara con RFS, pinza, NC servo y GCH según aplicación.

Paso fijo mecánico
GCF usa engranajes e indexación para producción rápida y repetitiva
El alimentador de engranajes está pensado para lotes largos con paso estable. A diferencia de un servo programable, la longitud se relaciona con el juego de engranajes y la sincronización mecánica de la prensa.
- Modelos GCF-150 a GCF-400
- Espesor publicado de 0.1 a 1.0 mm
- Hasta 600 SPM según proceso
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- Producción de alto volumen con paso fijo y pocas variaciones de longitud.
- Terminales, rotor de motor, EI/laminación UI y herrajes pequeños con prensa rápida.
- Líneas donde la sincronización mecánica y el cambio de engranajes son aceptables.
Revise otra configuración si
- Fábricas que cambian paso muchas veces al día; servo NC o GCD puede ser más flexible.
- Aplicaciones fuera del rango de 0.1-1.0 mm sin revisión especial.
- Proyectos sin paso de troquel, SPM, carrera de prensa, momento de liberación, datos de tira ni espacio de línea.

Entrada y rodillos
La tira necesita guiado estable antes de entrar al mecanismo indexado
La vista frontal permite revisar rodillos, guías y altura. Un error de alineación o una tira con lazo inestable puede anular la repetibilidad mecánica del equipo.
- Centrar con el troquel
- Mantener lazo estable
- Confirmar superficie del material
Descripción técnica
Qué resuelve dentro de la línea
El GCF alimentador de engranajes es una máquina para paso definido. No se elige por flexibilidad diaria, sino por repetibilidad mecánica, sincronización y producción larga a alta velocidad.
Antes de cotizar, HENLI debe confirmar paso de troquel, material, SPM, carrera, sincronización, selección de engranajes, desbobinador/niveladora y disposición del lazo. Si el paso cambia con frecuencia, puede ser más lógico usar servo.
Flujo de trabajo
- Paso de troquelEl punto de partida es el paso real del troquel y la pieza.
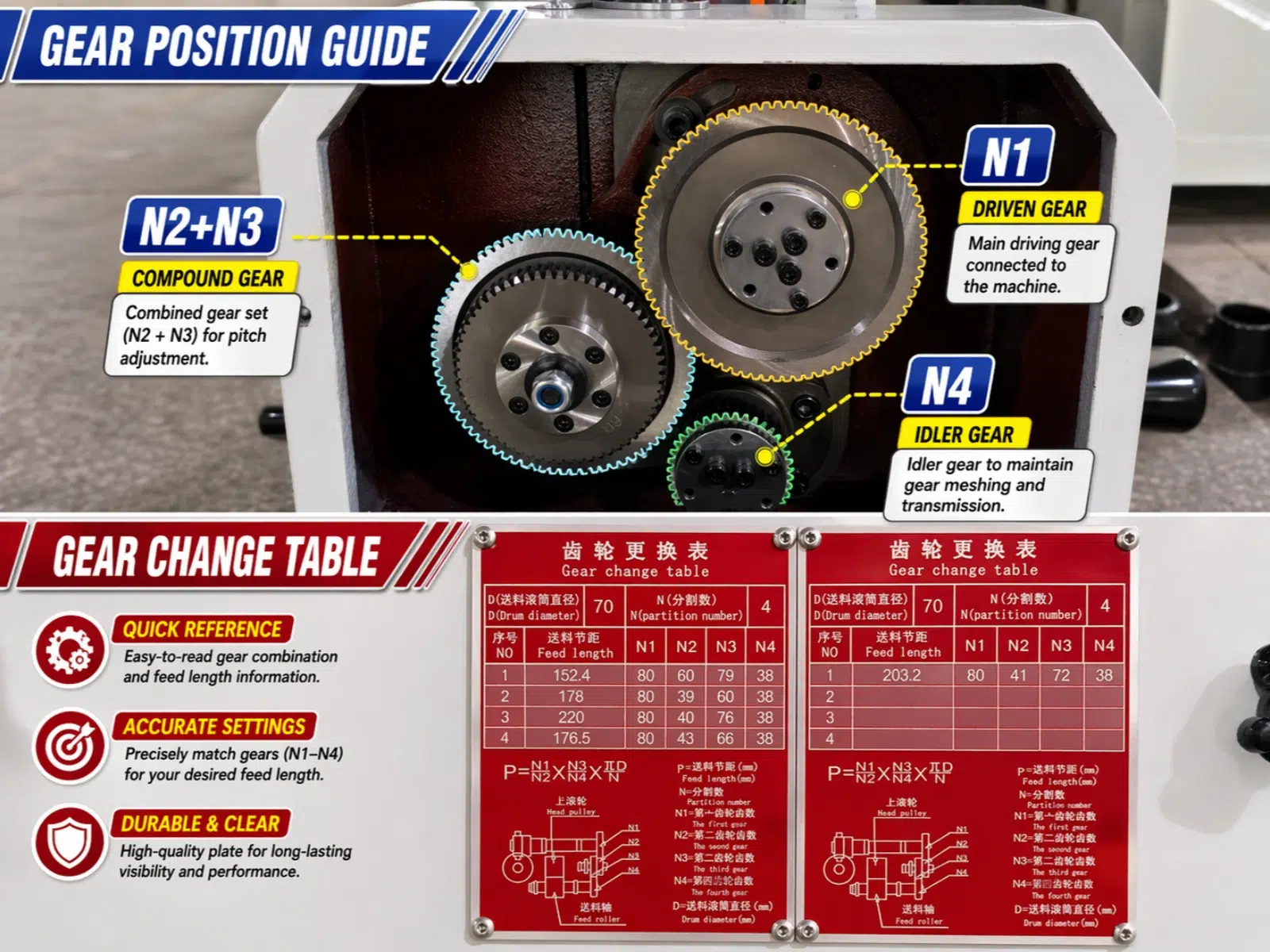
- Juego de engranajesLos engranajes intercambiables N2/N3 se seleccionan para la longitud requerida.
- Indexador de levaEl indexador coordina la alimentación mecánica con el ciclo de prensa.
- VerificaciónLa puesta a punto comprueba trayectoria de tira, momento de liberación, excentricidad y estabilidad.

Instalación en prensa
El indexador debe seguir el ciclo de la prensa sin alimentar durante el cierre del troquel
La fotografía de montaje muestra la relación directa con la prensa. Carrera, ángulo, liberación y paso deben confirmarse antes de elegir la división del indexador.
- Confirmar carrera y ángulo
- Revisar liberación piloto
- Fijar paso de troquel

Indexador y transmisión
La calidad del movimiento depende de engranajes, leva y lubricación
El conjunto mecánico convierte el ciclo de la prensa en una longitud repetitiva. Holgura, desgaste o lubricación deficiente aparecen como variación de paso y ruido a alta velocidad.
- Mantener lubricación
- Controlar holgura
- Inspeccionar desgaste por horas
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
Paso fijo
GCF es fuerte cuando la longitud de alimentación cambia poco y la producción es larga.
Material delgado
El rango publicado se orienta a 0.1-1.0 mm; fuera de eso se requiere revisión.
Alta velocidad
Hasta 600 SPM depende de prensa, troquel, juego de engranajes, material y puesta en marcha.
Cambio frecuente
Si se cambia el paso muchas veces, compare NC servo o GCD antes de elegir engranajes.

Juegos de engranajes
Cada paso requiere una combinación mecánica compatible con la pieza
Los engranajes intercambiables hacen fuerte al GCF en producción fija, pero menos conveniente cuando la fábrica cambia longitud varias veces al día. La cotización debe incluir todos los pasos que se usarán.
- Listar pasos actuales y futuros
- Definir frecuencia de cambio
- Comparar tiempo frente a servo

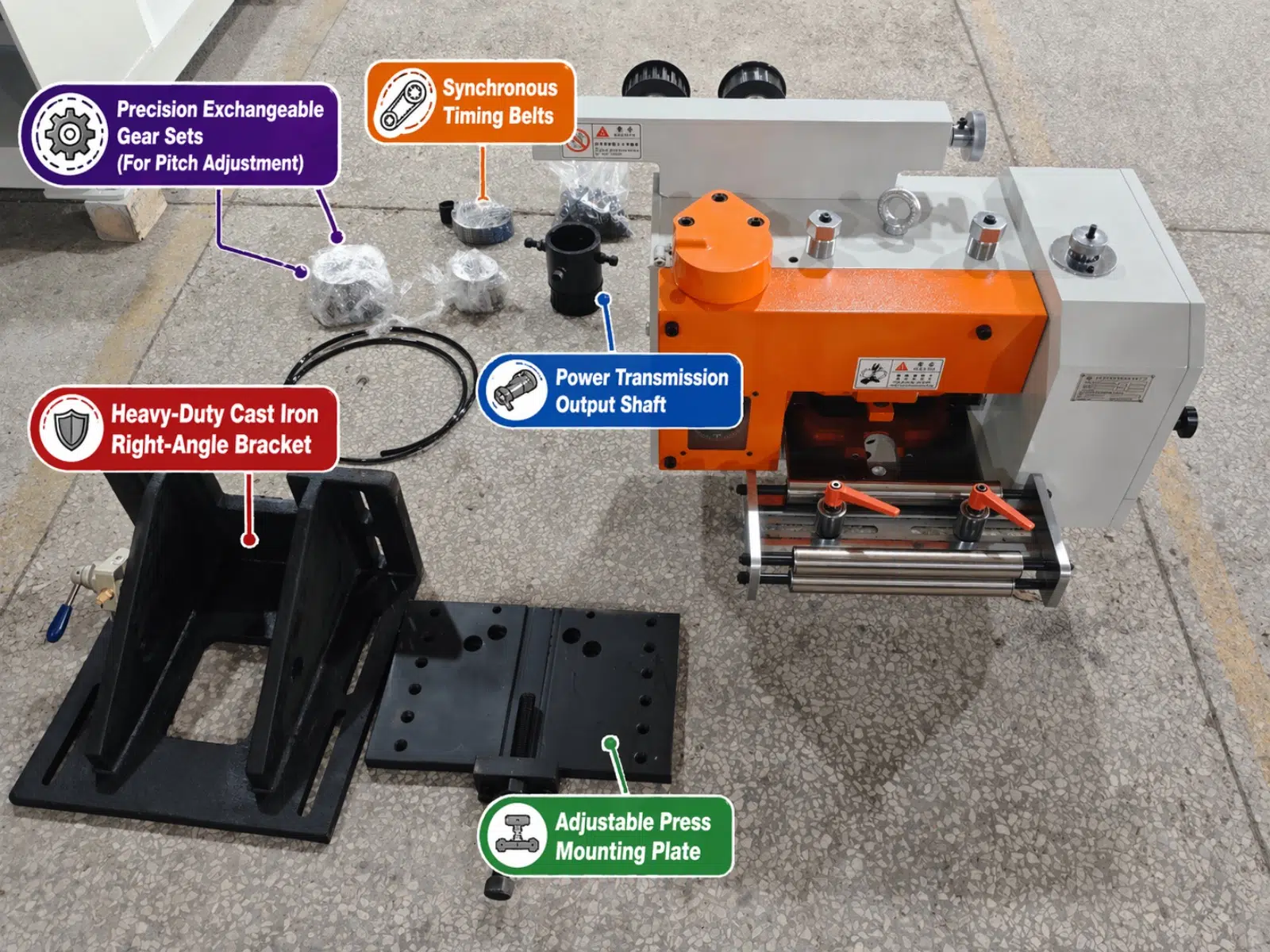
Componentes de precisión
La repetibilidad se conserva con piezas mecánicas identificadas y mantenidas
La imagen de componentes permite explicar por qué conviene documentar el juego instalado, repuestos críticos y procedimiento de ajuste. Mezclar engranajes o usar piezas desgastadas altera la longitud.
- Etiquetar juegos
- Conservar repuestos críticos
- Registrar mantenimiento
Datos de selección
Parámetros y puntos de revisión
ModelosGCF-150, 200, 250, 300, 400
Espesor0.1-1.0 mm
Paso7.0-550 mm; GCF-250: 15-250 mm
VelocidadHasta 600 SPM según prensa y troquel

Familia de modelos
El ancho nominal no cambia la lógica de paso fijo
La producción de varias unidades muestra una plataforma común. La selección final cruza ancho, espesor, paso, SPM y la compatibilidad física con la prensa.
- Anchos de 150 a 400 mm
- Paso según modelo y engranajes
- Confirmar base y altura
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Tabla técnica GCF alimentador de engranajes
Los valores son referencia para cotización. La velocidad estable depende de carrera de prensa, estructura del troquel, condición de tira, selección de engranajes, espacio de línea y puesta en marcha.
| Modelo | Ancho máx. | Espesor | Número de índice | Paso / longitud | Velocidad máx. | Precisión | Ángulo |
|---|---|---|---|---|---|---|---|
| GCF-150 | 150 mm | 0.1-1.0 mm | 4-12 | 7.0-550 mm | 600 SPM | ±0.02 mm | 180° |
| GCF-200 | 200 mm | 0.1-1.0 mm | 4-12 | 7.0-550 mm | 600 SPM | ±0.02 mm | 180° |
| GCF-250 | 250 mm | 0.1-1.0 mm | 4-12 | 15-250 mm | 600 SPM | ±0.02 mm | 180° |
| GCF-300 | 300 mm | 0.1-1.0 mm | 4-12 | 7.0-550 mm | 600 SPM | ±0.02 mm | 180° |
| GCF-400 | 400 mm | 0.1-1.0 mm | 4-12 | 7.0-550 mm | 600 SPM | ±0.02 mm | 180° |
Cómo decidir si GCF encaja
GCF es fuerte cuando la longitud es fija y el volumen justifica sincronización mecánica. No es la ruta natural para cambios frecuentes.
| Condición | Señal de encaje | Qué comparar |
|---|---|---|
| Paso fijo y lote largo | GCF puede ser fuerte | Juego de engranajes y paso real |
| Cambio frecuente de longitud | Evitar una solución demasiado rígida | Servo NC o GCD |
| Tira estrecha sensible | Revisar marca y agarre | HG de pinza o rodillo PU |
| SPM alto con poca variación | Revisar indexador y prensa | RFS o GCF según troquel |
| Material fuera de 0.1-1.0 mm | No cerrar modelo sin revisión | Serie alternativa o solución especial |
| Línea de laminación | Revisar salida de residuo y nivelado | GCH, niveladora tipo S/U y cortador |
Configuración
Opciones que cambian la selección
Engranajes N2/N3
El paso se define con engranajes intercambiables. HENLI revisa paso de troquel y longitud de alimentación para elegir la pareja correcta.
Indexador de leva
El indexador de leva define el tiempo mecánico de alimentación. Para 500-600 SPM se revisa división, paso y condición de tira.
Lubricación por baño de aceite
La transmisión mecánica de alta velocidad necesita lubricación estable para vida útil y repetibilidad.
Comparación con RFS
Ambos son mecánicos; RFS trabaja por rodillos y eje de prensa, GCF se enfoca en paso por juego de engranajes e indexación.

Integración de línea
La máquina anterior debe entregar una tira plana y sin tensión
La instalación completa confirma que desbobinador, niveladora y lazo siguen siendo parte del rendimiento. El GCF no corrige una bobina que tira del material ni una tira con curvatura residual.
- Separar bobina con lazo
- Confirmar planitud
- Coordinar sensores de línea

Montaje y resguardo
La instalación debe permitir ajuste sin exponer la transmisión
La vista de montaje permite revisar base, acceso y resguardos. La seguridad debe mantenerse durante cambio de engranajes, lubricación y puesta a punto.
- Bloqueo antes de ajuste
- Resguardar transmisión
- Dejar acceso de mantenimiento
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 17 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
13vistas











Detalle técnico del producto
1vista

Estructura y componentes
2vistas


Aplicaciones
1vista

Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Alimentador de engranajes GCF · Tabla técnica original 1
| Parameters / Model | GCF-150 | GCF-200 | GCF-250 | GCF-300 | GCF-400 |
|---|---|---|---|---|---|
| Max. Material Width | 150 mm5.9 in | 200 mm7.9 in | 250 mm9.8 in | 300 mm11.8 in | 400 mm15.7 in |
| Material Thickness * | 0.1-1.0 mm0.004-0.039 in | 0.1-1.0 mm0.004-0.039 in | 0.1-1.0 mm0.004-0.039 in | 0.1-1.0 mm0.004-0.039 in | 0.1-1.0 mm0.004-0.039 in |
| Index No. (Divisions) | 4-12 | 4-12 | 4-12 | 4-12 | 4-12 |
| Feeding Pitch / Length | 7.0-550 mm0.28-21.65 in | 7.0-550 mm0.28-21.65 in | 15-250 mm0.59-9.84 in | 7.0-550 mm0.28-21.65 in | 7.0-550 mm0.28-21.65 in |
| Max. Feeding Speed * | 600 SPM | 600 SPM | 600 SPM | 600 SPM | 600 SPM |
| Feeding Accuracy | ±0.02 mm±0.0008 in | ±0.02 mm±0.0008 in | ±0.02 mm±0.0008 in | ±0.02 mm±0.0008 in | ±0.02 mm±0.0008 in |
| Feeding Angle | 180° | 180° | 180° | 180° | 180° |
Aplicaciones
Procesos donde suele encajar
- Estator, rotor y laminación EI
- Terminales y conectores
- Herrajes de precisión
- Piezas pequeñas de alto volumen
También puede buscarlo como
alimentador de engranajes, alimentador GCF, alimentador de engranajes GCF de alta velocidad, alimentador 600 SPM, alimentador para laminación EI

Prensa de alta velocidad
GCF encaja donde el paso permanece fijo durante lotes largos
Terminales, laminaciones EI, estator, rotor y herrajes pequeños aprovechan la repetibilidad mecánica cuando el troquel y la prensa están dedicados al producto.
- Laminación de motor
- Terminales y conectores
- Herrajes pequeños de alto volumen

Producción en planta
La velocidad nominal solo tiene valor si toda la línea sostiene el ciclo
La línea real muestra el espacio, los apoyos y la coordinación necesarios. Para cambios frecuentes o múltiples pasos, conviene comparar el costo total de ajuste con un servo NC o GCD.
- Medir paros y cambio
- Comparar con servo programable
- Validar producción estable
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. NC servo
NC servo gana en cambio rápido de receta; engranajes gana cuando el paso fijo necesita estabilidad mecánica.
Vs. alimentador de rodillos
Ambos son mecánicos, pero GCF usa arquitectura de engranajes e indexador para paso definido.
Vs. GCH
GCH es más específico para laminación de motor con doble servo y alimentación y tracción; engranajes puede servir en paso fijo.
Datos específicos para cotizar este equipo
- Paso de troquel y tolerancia
- Material, ancho y espesor
- Marca de prensa, carrera y SPM
- Momento de liberación y pasadores piloto
- Juego de engranajes o paso deseado
- Desbobinador, niveladora, lazo y espacio de línea
Aplicaciones relacionadas
Soluciones donde aparece este equipo
Estas páginas muestran cómo el equipo se combina con otros módulos de línea según pieza, material, velocidad, superficie y salida de residuo.

Laminación de motor eléctrico
La laminación de motor y transformador exige velocidad, control de lazo, alimentación precisa, cambio rápido de bobina y protección del acero al silicio delgado.
Explorar solución
Terminales y conectores electrónicos
Los terminales y conectores combinan material delgado, paso corto, alta velocidad y tolerancia estricta. La solución puede requerir desbobinado estable, alimentador de alta velocidad, control de residuo y, en algunos casos, rebobinado.
Explorar solución Línea para terminales y conectores de paso corto
En terminales y conectores, el reto suele estar en alimentar material delgado, estrecho y de paso corto sin deformar la tira ni perder sincronización con una prensa rápida.
Explorar soluciónGuías técnicas relacionadas
Problemas de selección conectados con este equipo
Estas guías ayudan a decidir cuándo este equipo encaja, cuándo comparar otra configuración y qué datos enviar antes de cotizar.
Línea de terminales y conectores a alta velocidad
Terminales y conectores combinan paso corto, material delgado, superficie sensible y salida delicada. La línea debe diseñarse como proceso completo, no solo por velocidad nominal.
Leer guía
Cuándo elegir niveladora tipo U de alta velocidad
La niveladora tipo U se revisa cuando la ruta de material, el lazo y la sincronización de tira delgada necesitan una forma de lazo distinta a la tipo S.
Leer guía
Cómo controlar el residuo en terminales y conectores
En terminales y conectores, el residuo no siempre es una tira fuerte que se puede cortar sin pensar. A veces es fino, sensible y capaz de afectar la alimentación.
Leer guía
Cuándo usar alimentador de pinza y cuándo alimentador de engranajes
En prensas rápidas, el alimentador no se elige solo por velocidad. El paso, el modo de sujeción, el material, el piloto y el mantenimiento cambian la respuesta correcta.
Leer guía
Cuándo usar desbobinador horizontal para tira delgada
El desbobinador horizontal puede ser útil en tiras delgadas y aplicaciones de alta velocidad, pero no reemplaza automáticamente a un desbobinador vertical estándar.
Leer guía
Niveladora doble etapa o 6-Hi para material delgado
Cuando el material es delgado, la decisión no depende solo del espesor. También importan el defecto real, la superficie, la velocidad y el proceso posterior.
Leer guíaPrecio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Alimentador de engranajes GCF porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿Cuándo elegir alimentador de engranajes en vez de alimentador servo?
Cuando el paso es fijo, la producción es larga y repetitiva, y la sincronización mecánica de alta velocidad es más importante que cambiar recetas rápido.
¿Por qué el GCF-250 tiene paso diferente?
La tabla publicada muestra GCF-250 con rango 15-250 mm, mientras otros modelos usan 7.0-550 mm. La selección se confirma con el paso real del troquel.
¿Cuál es el precio del alimentador GCF?
Depende de modelo, juego de engranajes, paso, material, SPM, prensa, troquel, accesorios, espacio de línea, voltaje y destino. La cotización parte de datos de línea.
¿Qué datos se necesitan antes de seleccionar engranajes?
Se debe confirmar el paso real del troquel, ancho y espesor de tira, SPM, carrera de prensa, liberación, tolerancia de la pieza y si la producción cambiará de longitud con frecuencia.
¿GCF conviene si la fábrica cambia producto todos los días?
Generalmente no es la primera ruta. Cuando hay muchos cambios de paso o receta, un servo NC o GCD puede ahorrar tiempo de ajuste aunque la velocidad nominal sea menor.
Productos relacionados
Otros equipos de la misma línea

Alimentación
Alimentador de rodillos de alta velocidad
El alimentador de rodillos de alta velocidad se sincroniza mecánicamente con la prensa para producciones de paso fijo.
Ver detalles Alimentación
Alimentador de pinza HG de alta velocidad
El alimentador de pinza HG usa mordazas para alimentar tira estrecha y corta con alta velocidad, cuidando mejor ciertas superficies que un rodillo mal ajustado.
Ver detalles
Alimentación
Alimentador doble servo GCH
El GCH usa doble servo para controlar tira delgada en líneas de alta velocidad, especialmente estator, rotor y laminación de motor.
Ver detallesCotización técnica
Cotizar Alimentador de engranajes GCF
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje