
Alimentación · HENLI
Alimentador doble servo GCH para laminación de motor
El GCH usa doble servo para controlar tira delgada en líneas de alta velocidad, especialmente estator, rotor y laminación de motor.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
Para acero eléctrico delgado, prensa de cama ancha, paso largo, cambios de molde y líneas donde el alimentador puede trabajar antes o después de la prensa.
- Especializado en líneas de laminación de motor y tira delgada.
- Puede trabajar como módulo de alimentación o de tracción según espacio de línea.
- La pantalla permite ajustar espacio de carrera, ángulo de alimentación y ángulo de liberación.
- Se evalúa junto con desbobinador doble cabezal, niveladora tipo S y manejo de residuo.

Doble servo
GCH coordina alimentación y tracción en líneas rápidas de tira fina
La arquitectura utiliza dos accionamientos para controlar la tira en puntos distintos de la línea. Es especialmente relevante en laminación de motor, acero eléctrico y prensas anchas donde la salida del troquel también necesita tracción estable.
- Alimentación y tracción
- Prensas de cama ancha
- Líneas de acero eléctrico
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- Líneas de estator y rotor con acero eléctrico delgado y exigencia de sincronización fina.
- Prensas rápidas de cama ancha, paso largo o espacio de línea donde se necesita lado de alimentación y lado de tracción.
- Proyectos donde los cambios de molde se benefician de ajustes por pantalla y registros de parámetros.
Revise otra configuración si
- Estampado general donde un NC servo o GCD resuelve el trabajo con menor complejidad.
- Paso fijo ultra corto donde engranajes, pinza o alimentador de rodillos pueden ser más adecuados.
- Solicitudes sin plano de molde, paso, SPM, ancho de tira, ángulo de liberación del troquel ni rol del alimentador.

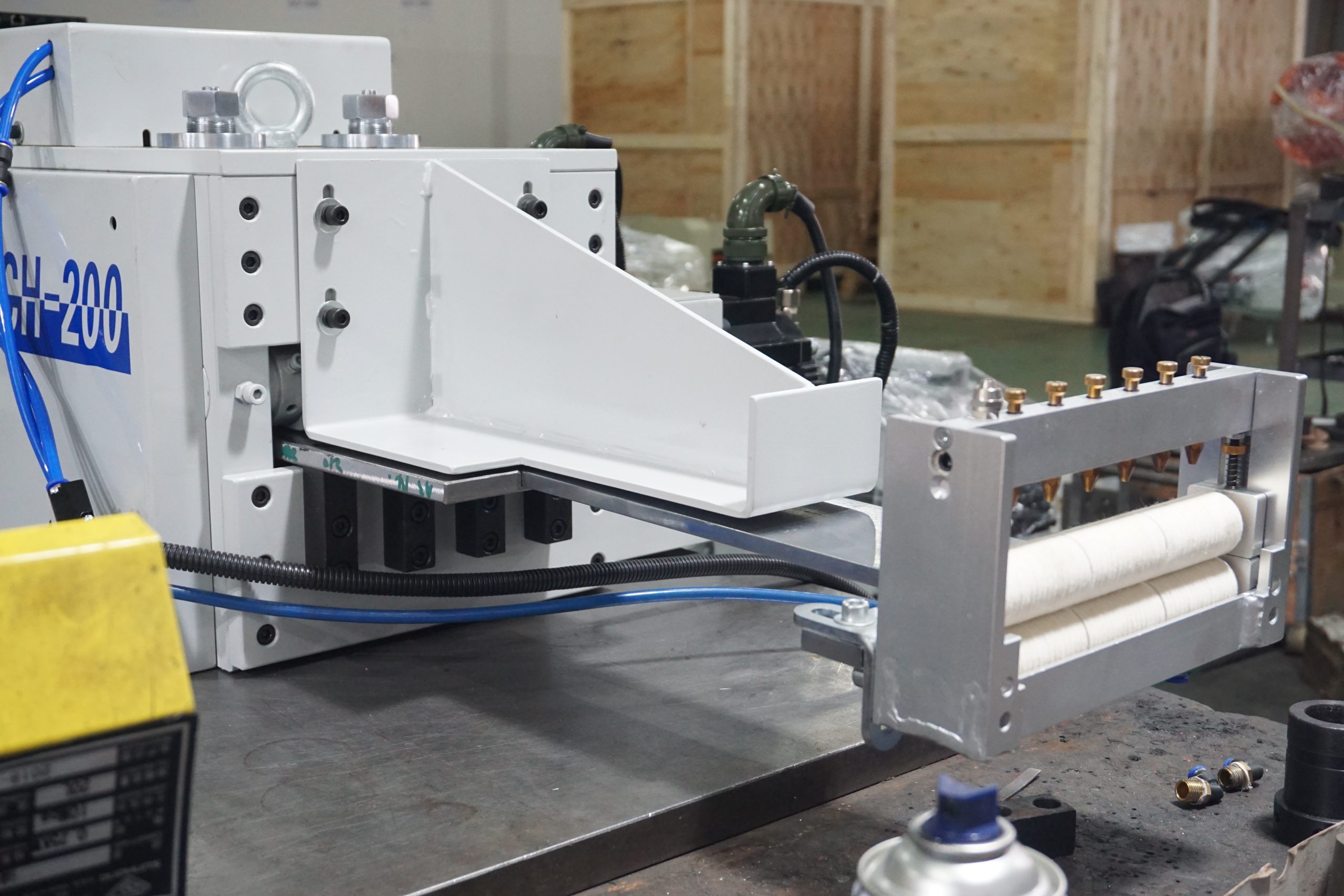
Rodillos de alimentación
La presión debe transmitir aceleración sin marcar acero eléctrico o tira fina
La vista frontal permite revisar ancho de contacto, guiado y acceso. En material laminado o recubierto, la limpieza y el ajuste de presión forman parte de la selección, no solo del mantenimiento.
- Confirmar recubrimiento
- Evitar deslizamiento
- Proteger superficie y borde
Descripción técnica
Qué resuelve dentro de la línea
El GCH se selecciona cuando la alimentación alrededor de la prensa ya no es solo avanzar la tira. En laminación de motor y acero eléctrico delgado, la estabilidad del material, el paso, el momento de liberación y una posible función de tracción pueden decidir la calidad de producción.
Por eso la cotización debe partir del molde, la prensa y el rol del alimentador. Una línea puede necesitar un GCH antes de la prensa, otro después del troquel, o una configuración más simple si la alimentación y tracción no es necesaria.
Flujo de trabajo
- Bobina y desbobinadoLa línea suele partir de un desbobinador doble cabezal para reducir paros de cambio de bobina.
- Lazo en S y niveladoUna niveladora de alta velocidad con lazo en S ayuda a controlar planitud y almacenamiento antes de la prensa.
- GCH en lado de alimentaciónEl alimentador introduce el acero eléctrico en el troquel con control de paso y momento de liberación.
- Lado de tracción y chatarraEn ciertas líneas, otro GCH tira material o esqueleto de chatarra antes del manejo de residuo.

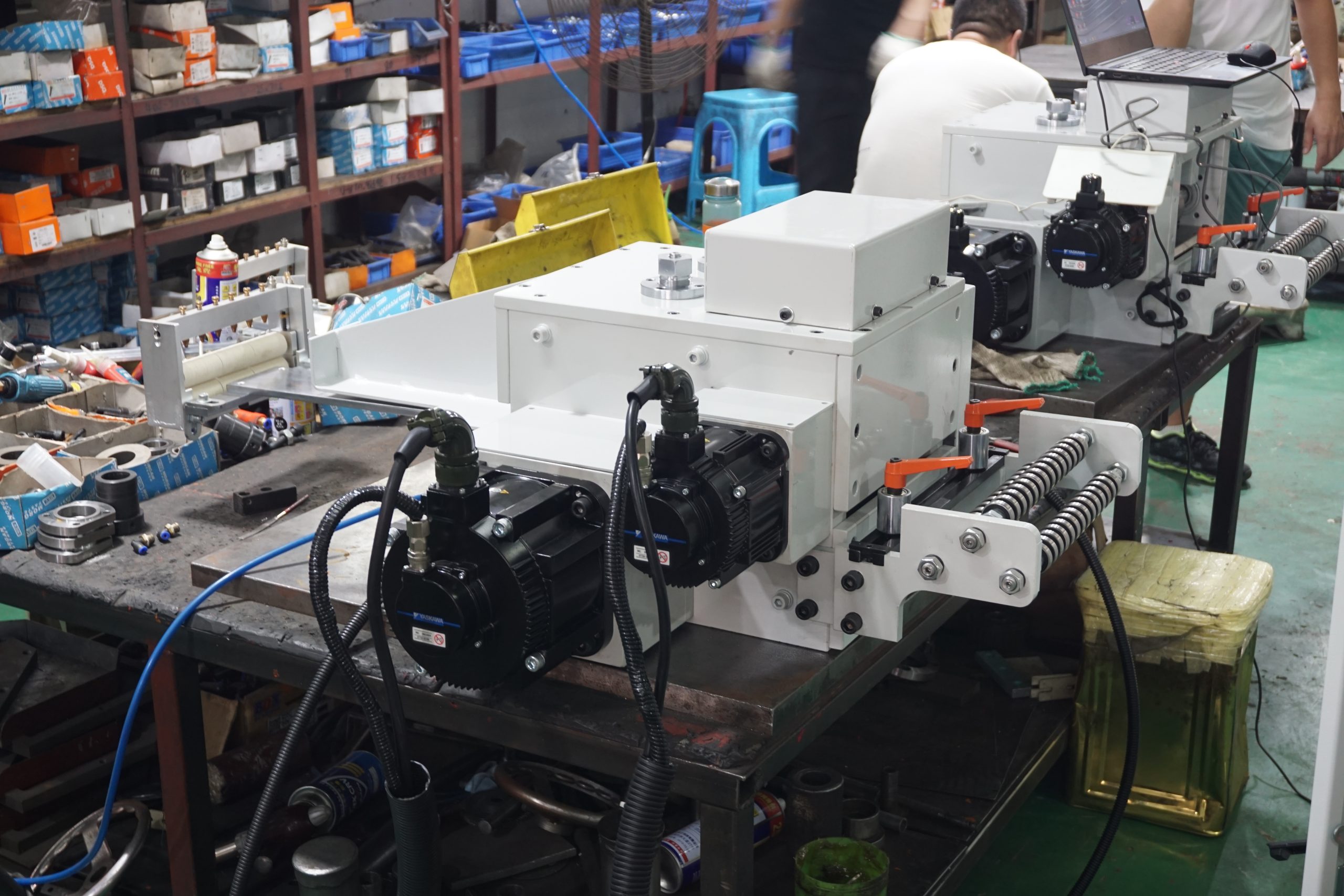
Accionamientos independientes
Dos servos permiten controlar la tira antes y después de la zona de trabajo
La vista del accionamiento muestra la separación de funciones. Para que ambos ejes trabajen coordinados se define la lógica de control, la tensión admisible y la referencia de velocidad con la prensa.
- Definir maestro de velocidad
- Controlar tensión entre estaciones
- Sincronizar con prensa

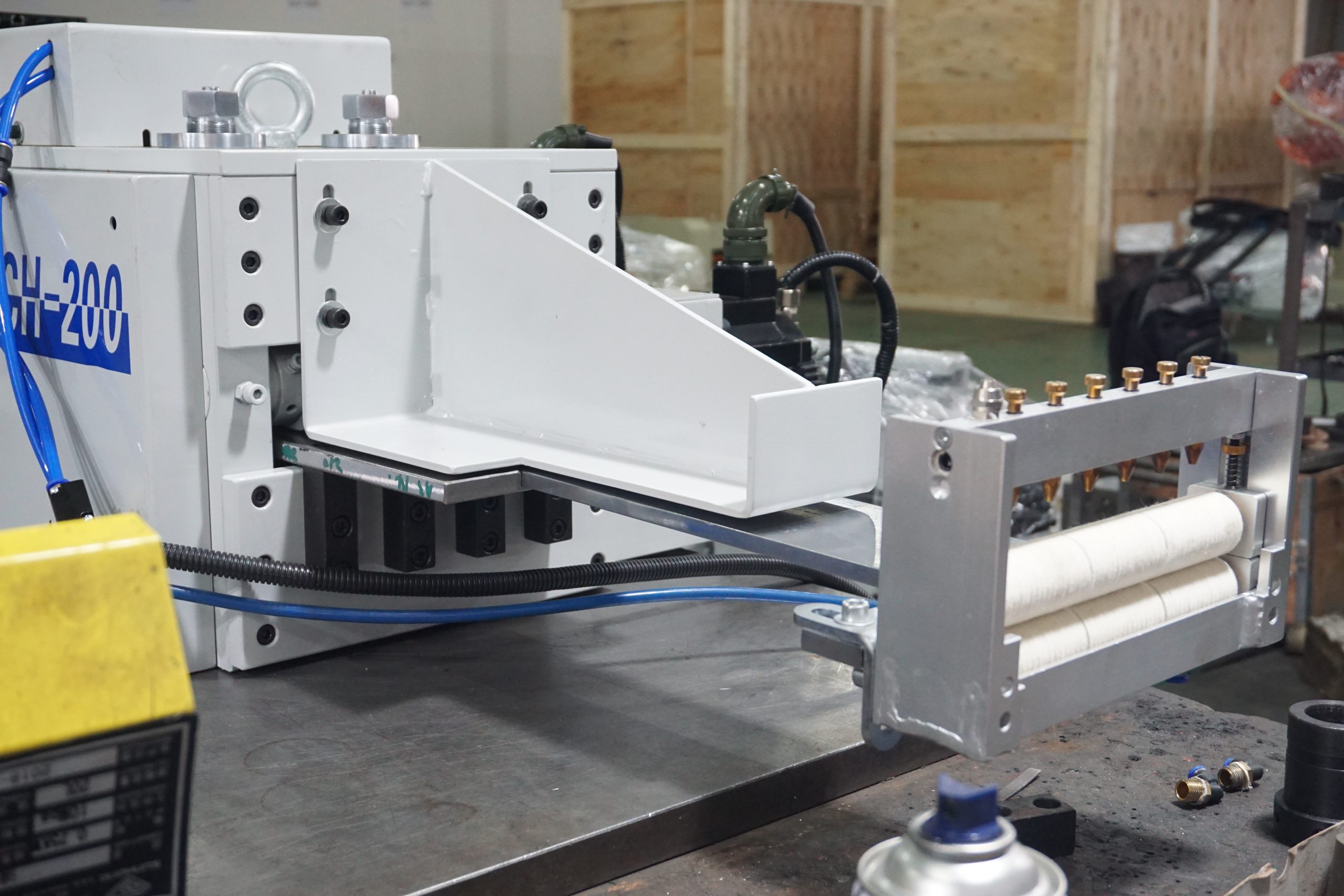
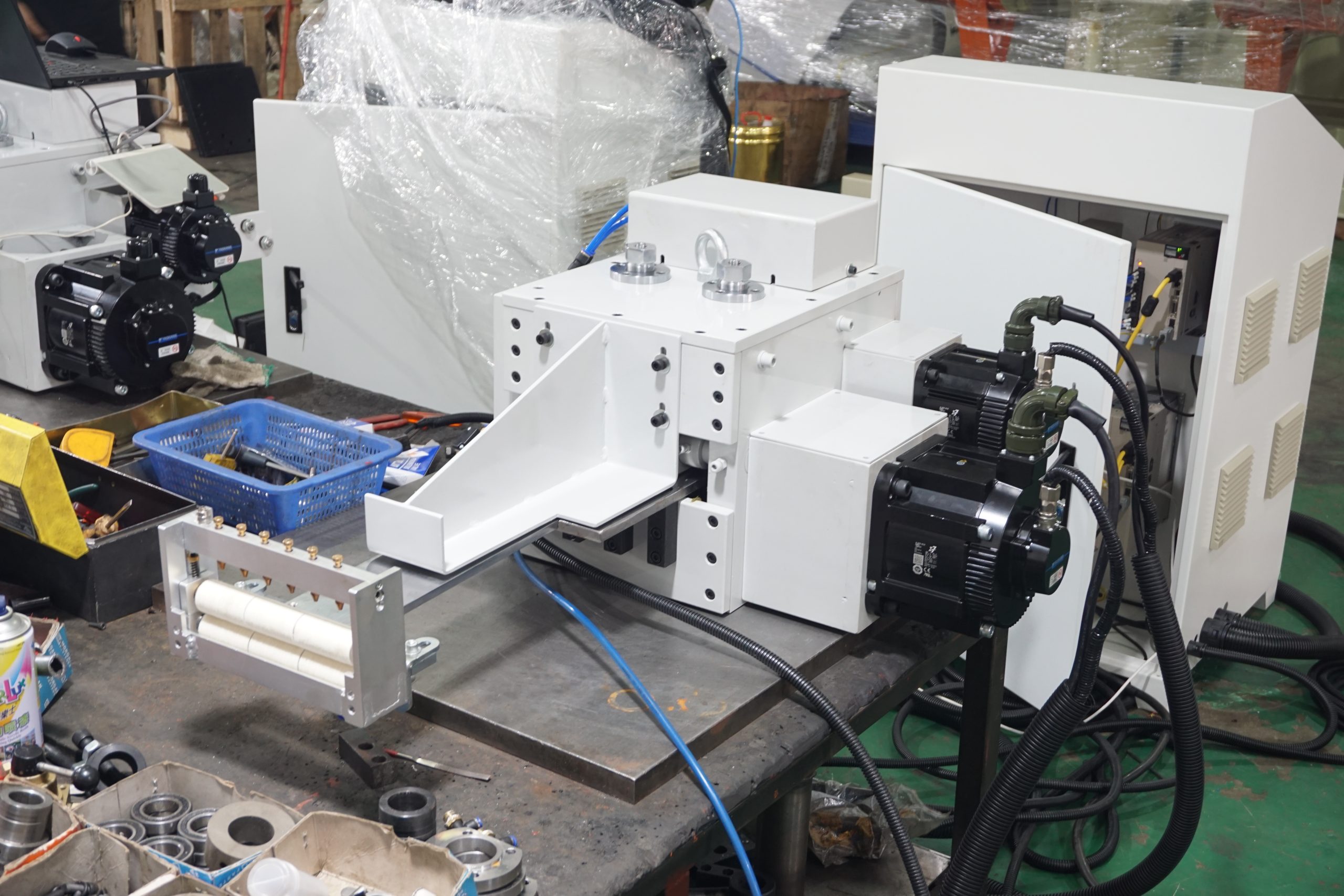
Aplicación en prensa
El GCH debe seguir el troquel sin estirar la banda ni acumular residuo
La instalación real ayuda a revisar la distancia entre alimentador, prensa y unidad de tracción. Un recorrido demasiado largo o sin apoyo puede generar vibración, pandeo o desalineación.
- Definir distancia entre estaciones
- Guiar la tira portadora
- Planificar salida de residuo
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
Laminación de motor primero
GCH tiene más sentido para estator, rotor, motores de compresor y líneas de núcleo de motor.
Defina el rol
Antes de cotizar, hay que decidir si el equipo alimenta, tira, o coordina ambos lados.
No compre solo por 'doble servo'
El término describe arquitectura; el valor real depende de molde, paso y línea.
Considere el manejo de residuo
En líneas de alta velocidad, el cortador de chatarra o sistema posterior puede ser tan importante como el alimentador.

Vista lateral de línea
Niveladora, lazo, alimentador y tracción deben seleccionarse como un sistema
La línea lateral permite verificar alturas, reservas de material y espacio de mantenimiento. La velocidad real se limita por la estación más lenta o inestable, no por el servo de mayor potencia.
- Cruzar capacidad de todas las estaciones
- Dimensionar lazos
- Reservar acceso de mantenimiento

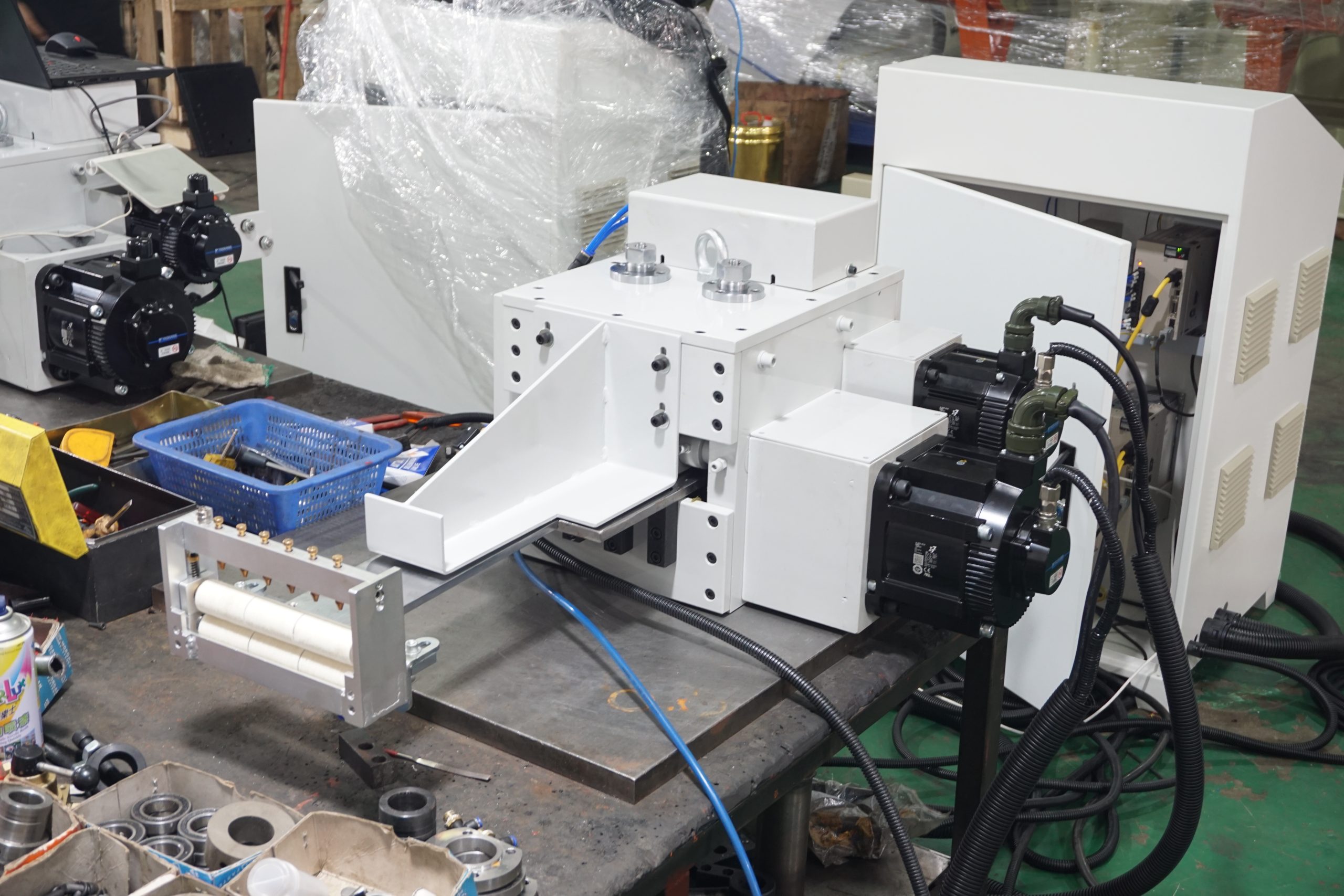
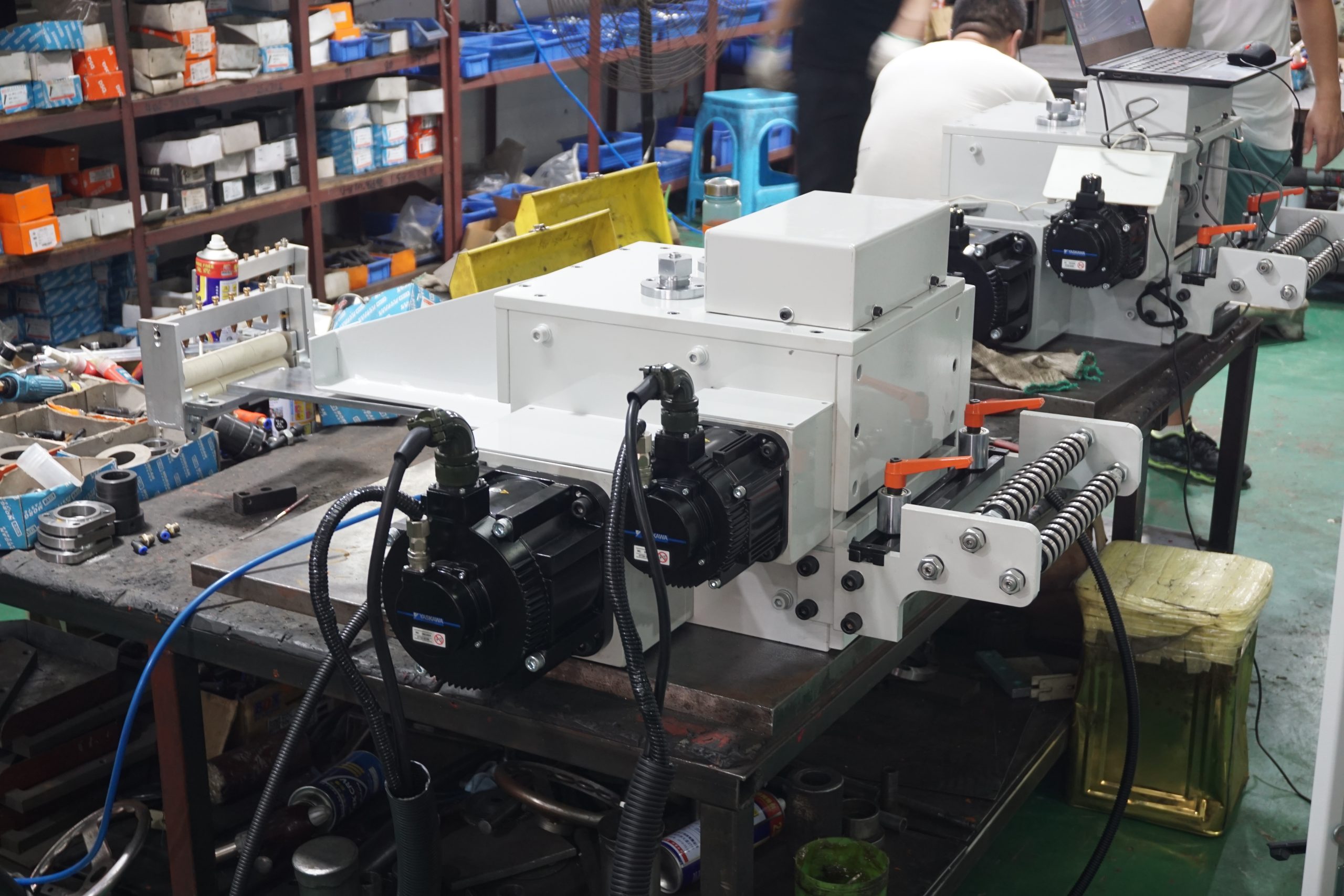
Integración fabricada
La posición de alimentación y tracción cambia con troquel, pieza y salida
Esta configuración de taller muestra que GCH no es un equipo aislado. HENLI necesita el plano de línea y del troquel para definir qué unidad empuja, cuál tira y cómo se maneja la banda después del estampado.
- Enviar plano del troquel
- Definir sentido de residuo
- Confirmar ancho de cama
Datos de selección
Parámetros y puntos de revisión
Seriealimentador doble servo GCH de alta velocidad
Espesor ref.0.2-2.0 mm según datos de producto
Velocidad ref.Hasta 60 m/min
ControlEspacio de carrera, ángulo de alimentación y ángulo de liberación por pantalla

Fabricación real
El bastidor y los apoyos se dimensionan para ancho, velocidad y acceso
La vista de taller permite comparar escala, base y espacio para cableado. En prensas anchas, la rigidez de montaje es parte de la precisión de alimentación.
- Revisar rigidez de base
- Confirmar ancho útil
- Planificar cableado y resguardos

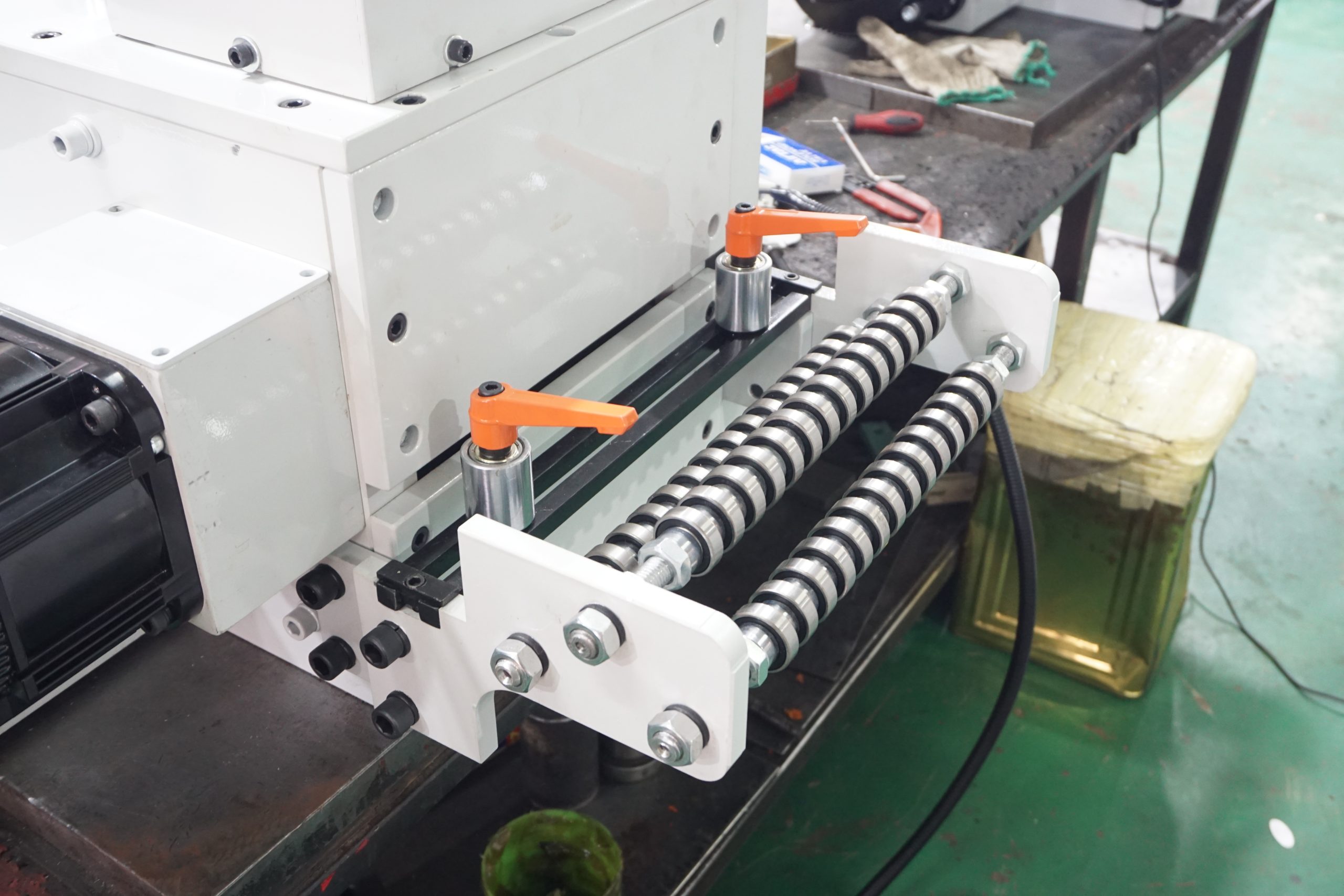
Mecanismo de rodillos
El conjunto debe conservar paralelismo y presión uniforme en todo el ancho
La imagen del mecanismo ayuda a explicar por qué una tira ancha puede desviarse si los rodillos no están paralelos o si la presión cambia entre lados. La puesta a punto debe medirse en ambos bordes.
- Medir ambos bordes
- Verificar paralelismo
- Registrar presión por material
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Parámetros técnicos GCH para preselección
GCH se selecciona por aplicación y rol de línea, no solo por modelo. Confirme si el equipo alimenta, tira o coordina ambos lados.
| Elemento | Dato técnico | Qué confirmar |
|---|---|---|
| Serie | alimentador doble servo GCH de alta velocidad | Modelo y ancho según ancho de tira |
| Aplicación | Estator / rotor / laminación de motor | Material, pieza y molde |
| Espesor ref. | 0.2-2.0 mm | Acero eléctrico, resistencia y superficie |
| Velocidad ref. | 60 m/min | Paso, prensa y sincronización real |
| Control | Espacio de carrera, ángulo de alimentación y ángulo de liberación | Recetas de molde y necesidad de registro |
| Rol | Lado de alimentación / lado de tracción | Una alimentación y una tracción, o solo alimentador |
| Línea | Desbobinador doble cabezal, niveladora lazo en S, prensa y cortador de chatarra | Disposición y espacio disponible |
| Cotización | Según proyecto | Paso, SPM, plano de troquel, datos de bobina y destino |
Selección por rol dentro de la línea
Antes de cotizar GCH, confirme si el equipo alimenta antes de la prensa, tira después del troquel o coordina ambos lados.
| Rol de GCH | Cuándo revisarlo | Datos necesarios |
|---|---|---|
| Solo alimentación | Cuando la tira entra a prensa con alta velocidad y paso controlado | Paso, ancho, SPM, señal y ángulo de liberación |
| Solo tracción | Cuando la salida del troquel necesita tirar la tira o residuo con estabilidad | Ruta de salida, tensión permitida y residuo |
| Alimentación y tracción | Cuando el molde y la línea exigen control coordinado a ambos lados | Plano del troquel, disposición de línea y secuencia de alimentación |
| Laminación de motor | Cuando se trabaja acero eléctrico fino, estator o rotor | Grado de material, espesor, ancho y superficie |
| Línea completa | Cuando GCH se combina con doble cabezal, niveladora tipo S/U y cortador | Espacio de planta, altura de línea y manejo de residuo |
| Alternativa más simple | Cuando es estampado general sin necesidad de doble servo | Comparar NC servo, GCD, RFS o GCF |
Configuración
Opciones que cambian la selección
Lado de alimentación o lado de tracción
GCH puede seleccionarse para alimentar antes de la prensa o tirar después del troquel. El rol cambia espacio de línea, control y cotización.
Una alimentación y una tracción
Doble servo no significa automáticamente una alimentación y una tracción. Esa arquitectura se confirma con molde, prensa, ruta de residuo y línea completa.
Niveladora tipo S
En líneas de laminación de motor, GCH suele revisarse junto con desbobinador doble cabezal, niveladora tipo S de alta velocidad y cortador de chatarra.
Ajuste por pantalla
El espacio de carrera, ángulo de alimentación y ángulo de liberación en HMI ayudan cuando hay cambios de molde y el equipo necesita repetir parámetros.
Guía de tira
El guiado debe centrar sin dañar el borde ni frenar el movimiento
La guía de entrada se ajusta con margen suficiente para evitar pellizcos. En acero eléctrico y tira fina, una mala guía puede generar rebaba lateral, marcas o error acumulado.
- Dejar margen controlado
- Revisar borde real
- Alinear con el troquel
Servo y transmisión
La respuesta del eje se configura con paso, aceleración y masa en movimiento
El accionamiento no se elige solo por potencia nominal. Perfil de movimiento, inercia, velocidad de prensa y función de alimentación o tracción determinan la configuración.
- Definir perfil de movimiento
- Cruzar inercia y aceleración
- Separar función de empuje y tracción
Gabinete de control
La coordinación de dos ejes requiere una lógica de línea clara y señales confiables
El gabinete integra control, protecciones y comunicación con la prensa. Antes de cotizar se confirman voltaje, interfaz, señales de seguridad y protocolo de arranque y paro.
- Confirmar voltaje
- Definir señales de prensa
- Integrar paro seguro

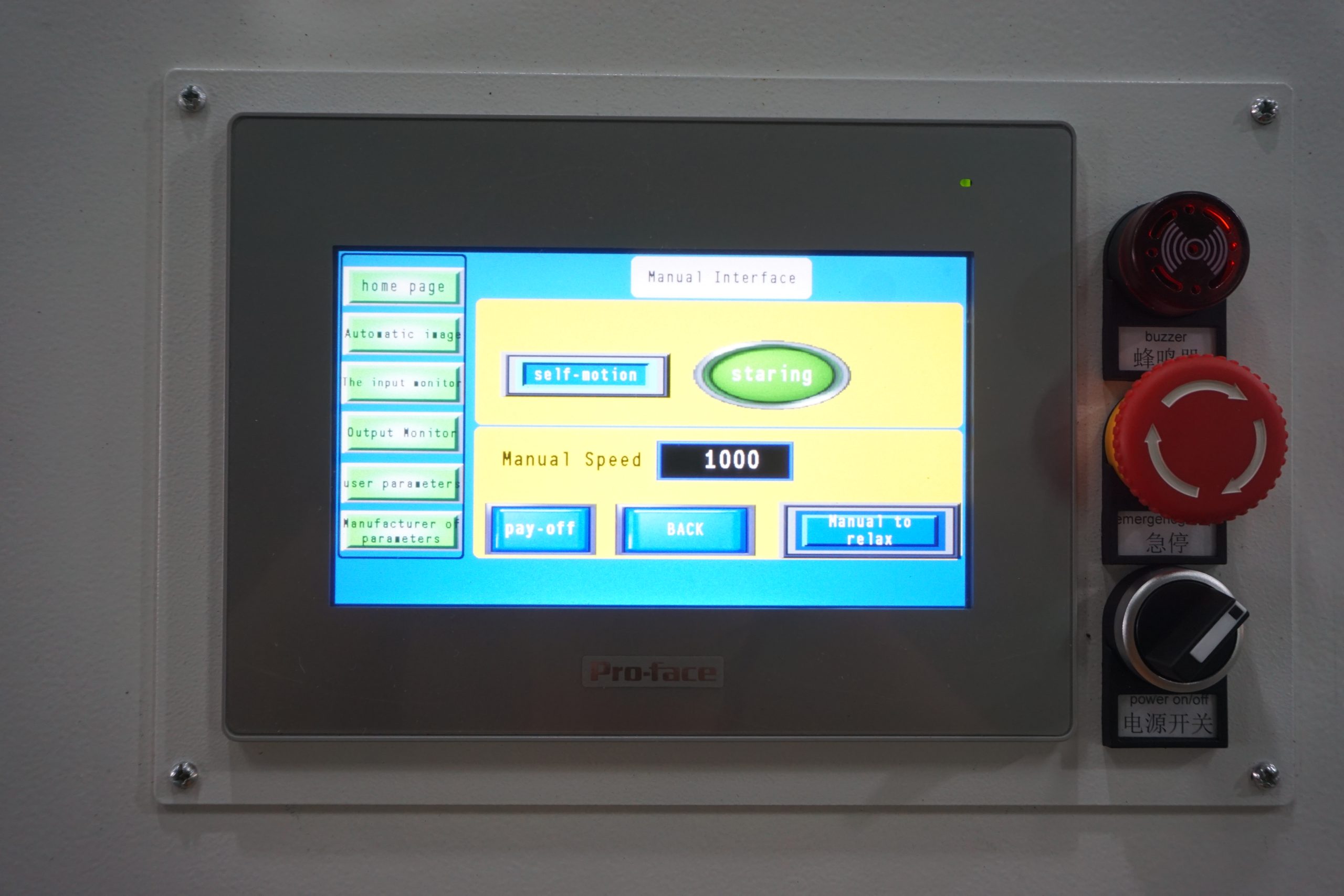
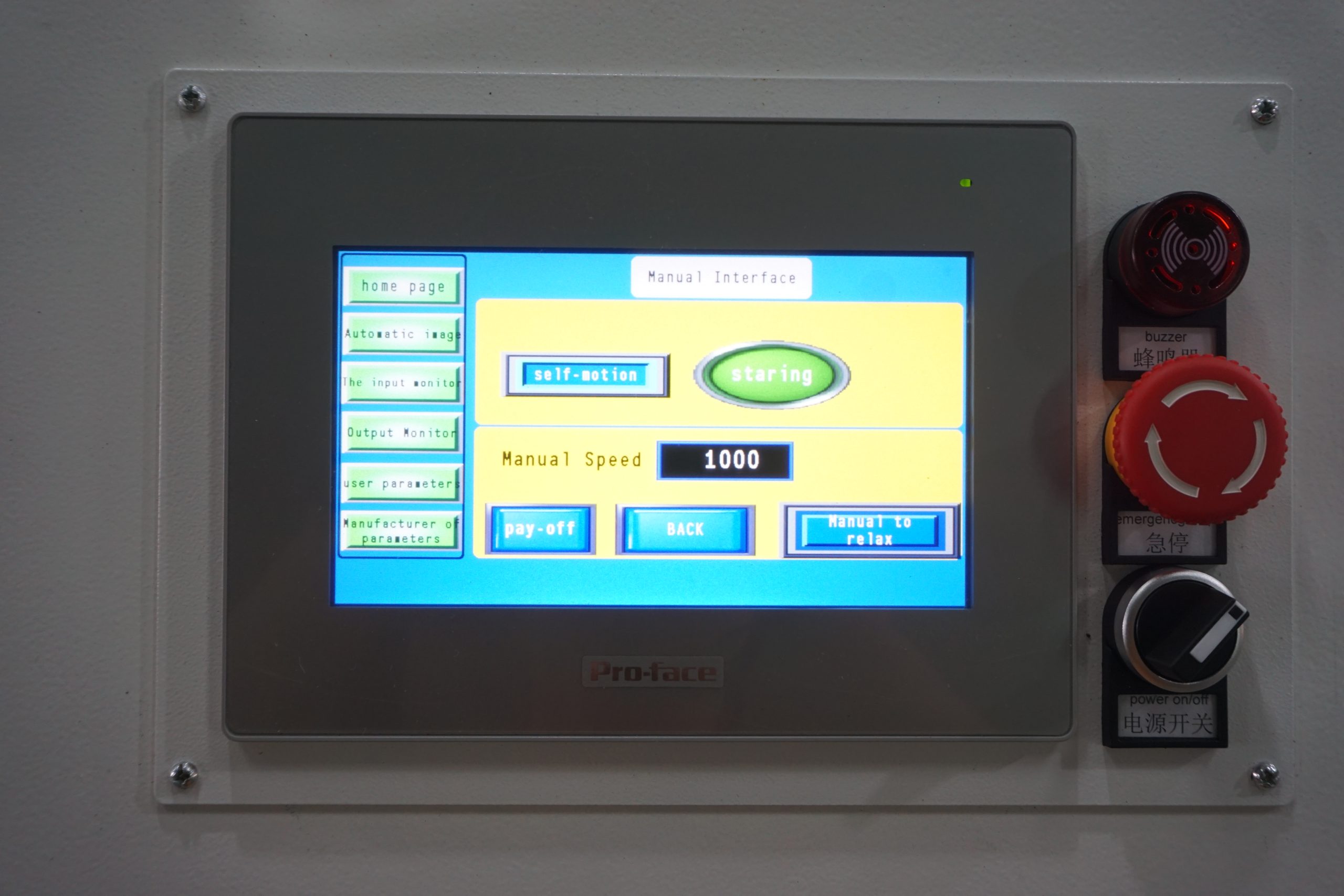
Interfaz de operación
Las recetas deben mostrar qué eje alimenta, cuál tracciona y con qué relación
La HMI facilita cambio de parámetros, pero la pantalla debe reflejar la lógica real de la línea. Los permisos y límites ayudan a evitar ajustes incompatibles durante producción.
- Recetas por producto
- Límites de ajuste
- Alarmas con causa identificable
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 25 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
15vistas











Aplicaciones
1vista

Vista general
3vistas


Funcionamiento y proceso
1vista

Selección del equipo
1vista

Datos técnicos y modelos
2vistas


Instalaciones y casos
1vista

Galería y detalles
1vista
Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Doble servo GCH · Tabla técnica original 1
| Product series | GCH high speed double servo feeder machine |
|---|---|
| Feeder type | High-speed double servo roll feeder for motor lamination stamping and high-speed press feeding |
| Buyer search wording | Also described by buyers as dual servo feeder, double stage servo feeding machine, high speed double servo feeder or double servo feeder for stamping press. Final naming should be confirmed by application, feeder role and press layout. |
| Best-fit application | Motor stator and rotor lamination stamping, thin silicon steel feeding, long-pitch high-speed press lines and projects requiring feeding-side or pulling-side coordinated control |
| Reference material thickness | 0.2-2.0 mm0.008-0.079 in from current Henli product information; confirm final range by model and material |
| Reference feed speed | 60 m/min197 ft/min maximum feed speed from current Henli product information; actual speed depends on pitch, press and die timing |
| Control setup | Touchscreen stroke-space setting, feed angle setting and release angle setting |
| Line partners | Double-head decoiler, head/tail cutting and welding unit, S-loop high-speed leveler, wide-bed high-speed press, downstream pulling feeder and scrap chopper when the project is specified as a complete motor lamination line |
| Important quote data | Silicon steel grade, strip thickness, strip width, feeding pitch, press SPM, die release angle, mold drawing, coil size, feeder role, line layout, one-feed-one-pull requirement and downstream scrap handling method |
Vídeo original
Funcionamiento de la máquina
Aplicaciones
Procesos donde suele encajar
- Estator y rotor de motor
- Laminación de compresor
- Motores BLDC y servo
- Líneas de alta velocidad con alimentación y tracción
También puede buscarlo como
alimentador doble servo, alimentador doble servo GCH, alimentador para laminación de motor, alimentador doble servo para laminación de motor, alimentador para estator rotor
Control de producción
GCH se orienta a laminación de motor y líneas donde la banda continúa después del troquel
La pantalla y la línea completa permiten relacionar velocidad, longitud y estado de ambos ejes. También debe planificarse corte, rebobinado o descarga del esqueleto para que la tracción no se convierta en cuello de botella.
- Estator y rotor
- Laminación EI
- Tira portadora y esqueleto continuo
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. GCD
GCD es alta velocidad general; GCH es para coordinación más exigente y laminación de motor.
Vs. alimentador de engranajes
El alimentador de engranajes puede ser excelente con paso fijo; GCH ofrece más ajuste por pantalla y coordinación.
Vs. NC servo
NC servo es una solución amplia; GCH es una máquina especializada alrededor de prensa rápida.
Datos específicos para cotizar este equipo
- Grado de acero eléctrico y superficie
- Ancho de tira, espesor y datos de bobina
- Paso de alimentación, SPM y ángulo de liberación
- Plano de molde y tamaño de mesa de prensa
- Lado de alimentación, lado de tracción o una alimentación y una tracción
- Necesidad de niveladora tipo S y cortador de chatarra
Aplicaciones relacionadas
Soluciones donde aparece este equipo
Estas páginas muestran cómo el equipo se combina con otros módulos de línea según pieza, material, velocidad, superficie y salida de residuo.

Laminación de motor eléctrico
La laminación de motor y transformador exige velocidad, control de lazo, alimentación precisa, cambio rápido de bobina y protección del acero al silicio delgado.
Explorar solución
Línea de laminación de motor de alta velocidad
En laminación de estator y rotor, la línea no se define solo por un alimentador rápido. La estabilidad depende de cómo se combinan cambio de bobina, lazo, planitud, servo de alimentación, tiraje posterior y corte de chatarra.
Explorar soluciónGuías técnicas relacionadas
Problemas de selección conectados con este equipo
Estas guías ayudan a decidir cuándo este equipo encaja, cuándo comparar otra configuración y qué datos enviar antes de cotizar.

Cómo cortar el esqueleto de chatarra en una línea de alta velocidad
El esqueleto de chatarra de una línea rápida puede ser más que residuo. Si tira, vibra o se acumula mal, puede afectar alimentación, seguridad y tiempo de operación.
Leer guíaLínea completa para laminación de motor a alta velocidad
Una línea de laminación de motor no se resuelve con un solo alimentador. La estabilidad viene de controlar bobina, lazo, planitud, alimentación, tracción y residuo como un sistema.
Leer guía
Cuándo elegir alimentador doble servo GCH
El GCH no es un alimentador servo genérico. Se evalúa cuando la tira delgada, la prensa rápida y el espacio de línea necesitan más control que un módulo simple de empuje.
Leer guía
Cuándo usar alimentador servo GCD de alta velocidad
El GCD se revisa cuando un servo NC general ya no responde bien a la ventana de alimentación, liberación y sincronización de una prensa rápida.
Leer guíaCuándo elegir niveladora tipo S o tipo U
Tipo S y tipo U no son nombres decorativos. Describen rutas de material distintas para controlar lazo, planitud y estabilidad antes del alimentador.
Leer guíaGCD servo o NC servo en prensa rápida: cómo decidir
El problema no es solo alimentar más rápido. En una prensa rápida, el alimentador debe avanzar, liberar y volver a sujetar dentro de una ventana de tiempo más corta.
Leer guíaPrecio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Doble servo GCH porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿GCH siempre reemplaza a GCD?
No. GCD sirve para alta velocidad general. GCH se justifica cuando la aplicación exige control más coordinado, laminación de motor, paso largo o alimentación y tracción.
¿Qué datos necesita HENLI para seleccionar GCH?
Grado de acero eléctrico, espesor, ancho, paso, SPM, ángulo de liberación del troquel, plano del molde, tamaño de bobina, rol del alimentador y espacio de línea.
¿Cuál es el precio del alimentador GCH?
No hay precio estándar visible porque puede ser alimentador solo o parte de una línea completa. Se cotiza por rol, modelo, control, espacio de línea, manejo de residuo y destino.
¿Doble servo significa siempre una alimentación y una tracción?
No necesariamente. Puede trabajar como alimentación, tracción o coordinación de ambos lados. La decisión depende del molde, prensa, salida de residuo y estabilidad requerida en la tira.
¿Qué hace que GCH sea más complejo de cotizar?
No se define solo por ancho o SPM. Hay que confirmar rol del equipo, plano del troquel, ruta de residuo, tipo de acero eléctrico, niveladora anterior, espacio de línea y sincronización con la prensa.
Productos relacionados
Otros equipos de la misma línea
Alimentación
Alimentador servo de alta velocidad GCD
El GCD es un alimentador servo compacto para prensas de alta velocidad cuando el NC servo general ya no resuelve bien la ventana de alimentación.
Ver detalles
Desbobinado
Desbobinador doble cabezal
El doble cabezal permite preparar una bobina mientras la otra alimenta la línea, reduciendo paros por cambio de material.
Ver detalles Alta velocidad
Niveladora tipo S de alta velocidad
La niveladora tipo S endereza tira delgada y usa un lazo en S para alimentar de forma más estable líneas rápidas de estator, rotor y laminación.
Ver detalles
Manejo de residuo
Cortador de chatarra SKH para prensa
El cortador SKH convierte el residuo continuo de prensa en piezas cortas para mejorar seguridad, limpieza, recolección y reciclaje.
Ver detallesCotización técnica
Cotizar Doble servo GCH
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje