
Familia de producto
Alimentadores para prensa de estampado y punzonado
El alimentador define cómo la tira entra al troquel. No se selecciona solo por precio o velocidad: la decisión depende de paso, SPM, material, tipo de prensa, guía piloto, cambio de producto, superficie y línea previa.
Gama HENLI
10 rutas para materiales y procesos distintos
Compare primero la forma de entrada, la función y la aplicación. Después confirme capacidad, velocidad, interfaces y datos de selección publicados en cada página.

Alimentación de formatos
Alimentador automático de formatos para prensa
El sistema toma una lámina cortada de la pila, la coloca sobre la mesa, la posiciona con dos servos y la introduce en el troquel sin convertir el proceso en una línea de bobina.
Ver detalles
Alimentación
Alimentador servo NC
El alimentador servo NC controla el paso de alimentación de la tira hacia el troquel, sincronizado con la prensa.
Ver detalles
Alimentación
Alimentador neumático para prensa
El alimentador neumático automatiza la alimentación de paso fijo usando aire comprimido, mordazas y ajuste de carrera.
Ver detalles
Alimentación
Alimentador de rodillos de alta velocidad
El alimentador de rodillos de alta velocidad se sincroniza mecánicamente con la prensa para producciones de paso fijo.
Ver detalles
Alimentación
Alimentador servo de alta velocidad GCD
El GCD es un alimentador servo compacto para prensas de alta velocidad cuando el NC servo general ya no resuelve bien la ventana de alimentación.
Ver detalles
Alimentación
Alimentador doble servo GCH
El GCH usa doble servo para controlar tira delgada en líneas de alta velocidad, especialmente estator, rotor y laminación de motor.
Ver detalles
Alimentación
Alimentador servo zigzag
El alimentador servo zigzag mueve la tira hacia adelante y lateralmente para crear un patrón escalonado en círculos, discos y formatos redondos.
Ver detalles
Alimentación
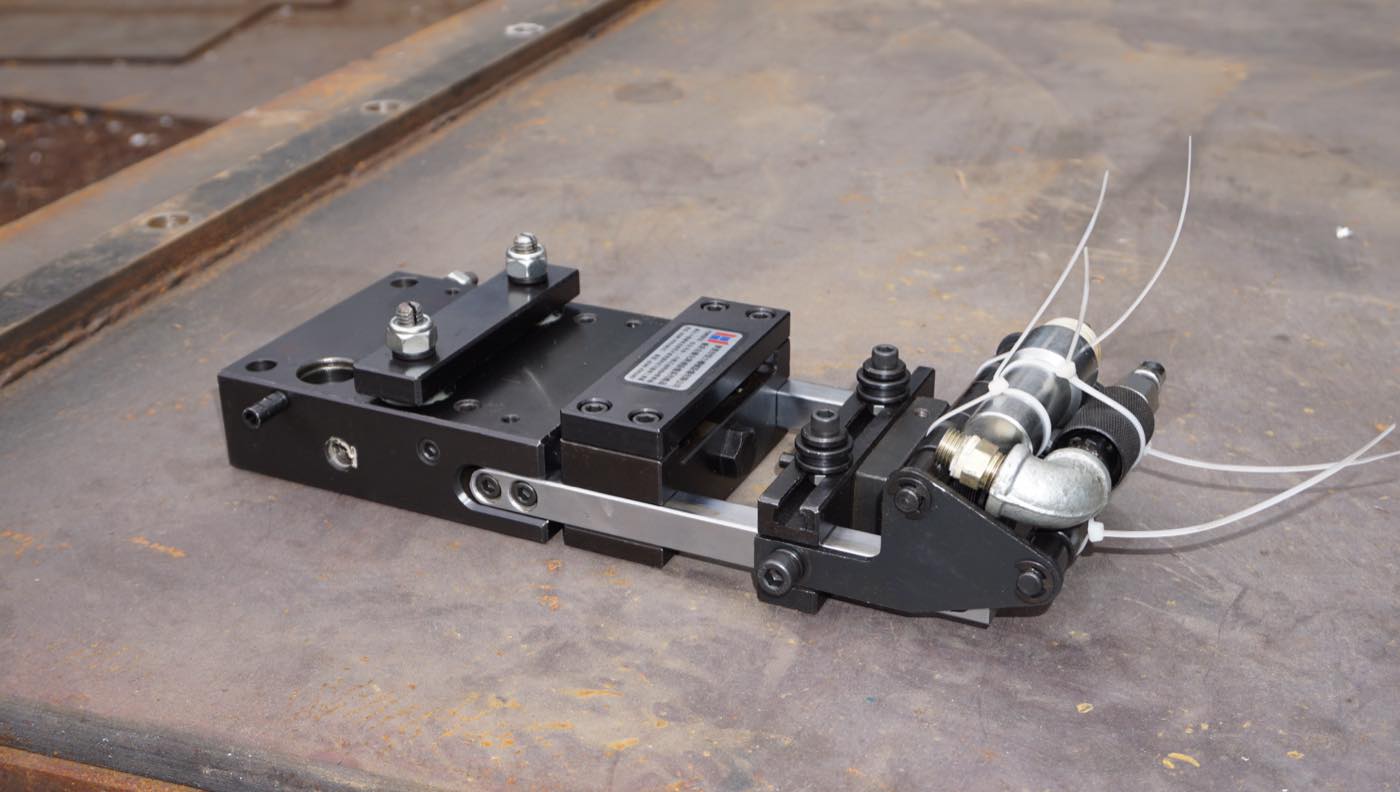
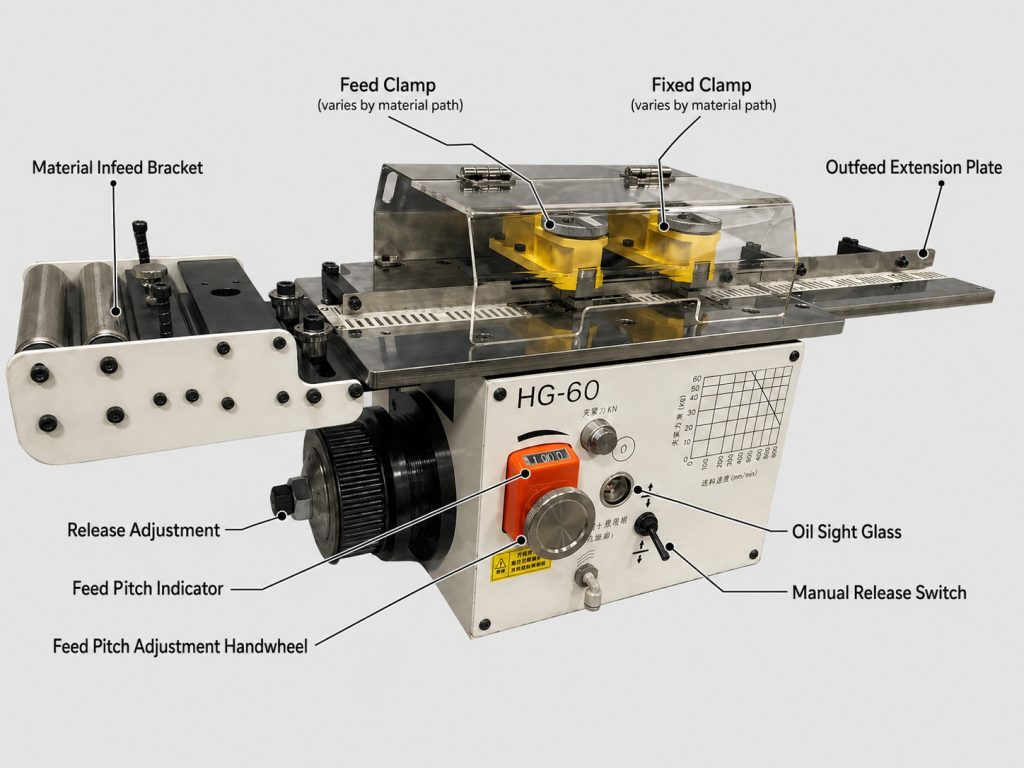
Alimentador de pinza HG de alta velocidad
El alimentador de pinza HG usa mordazas para alimentar tira estrecha y corta con alta velocidad, cuidando mejor ciertas superficies que un rodillo mal ajustado.
Ver detalles
Alimentación
Alimentador de engranajes de alta velocidad
El GCF usa arquitectura de engranajes intercambiables para alimentación mecánica de paso fijo en producción rápida y repetitiva.
Ver detalles
Alimentadores 3 en 1
Alimentador 3 en 1 NCHL-B
El NCHL-B integra desbobinador, enderezadora y alimentador servo en una máquina compacta para lámina delgada y mediana.
Ver detallesMáquinas de la familia
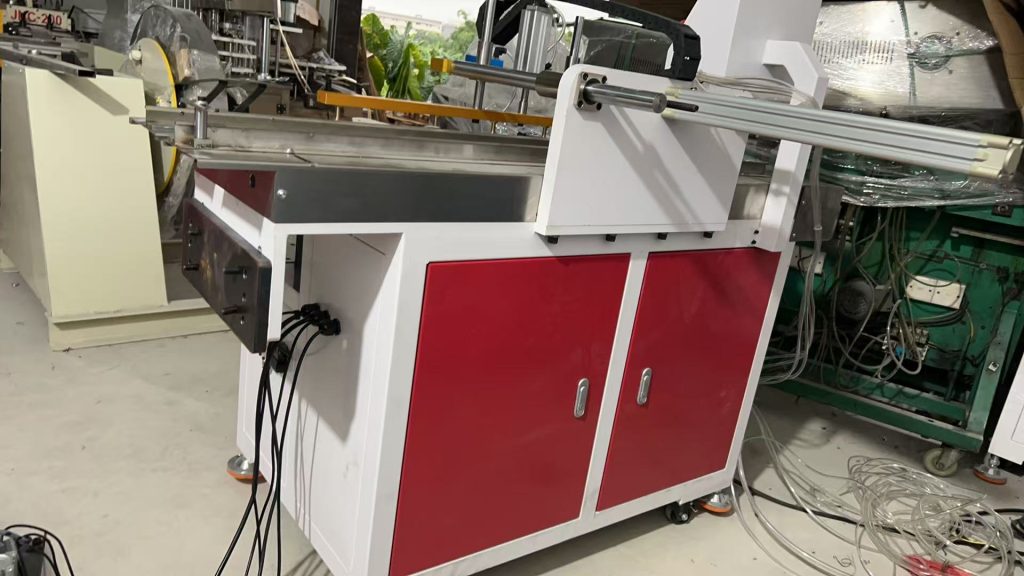
Comparación visual de las series disponibles
Estas imágenes proceden de las fichas de producto HENLI y permiten comparar estructura, acceso, carga de bobina y zona de enderezado antes de entrar a cada modelo.

















Cómo elegir
La selección empieza por el proceso, no por el nombre
Envíe datos reales de material, prensa y espacio de instalación. HENLI puede orientar si conviene una máquina simple, una versión reforzada o una configuración de línea completa.
Servo NC
Use servo NC cuando necesita longitud programable, cambios de modelo y sincronización flexible con la prensa.
Neumático
Use alimentador neumático en trabajos simples de paso fijo y presupuesto más ajustado, siempre confirmando ancho, espesor, carrera y estabilidad del aire.
Rodillos de alta velocidad
Use alimentador de rodillos cuando la producción es fija, repetitiva y de alta velocidad, especialmente en terminales, conectores o laminaciones.
GCD / GCH / zigzag
Use GCD para alta velocidad general, GCH para laminación de motor y alimentación y tracción, y zigzag cuando el objetivo es mejorar uso de material en círculos o discos.
Engranajes y pinza
Use alimentador de engranajes para paso fijo por engranajes y alimentador de pinza para tiras estrechas, paso corto y superficie sensible.
Datos de prensa
La señal de prensa, SPM, ángulo, liberación de piloto y troquel deciden si el alimentador puede trabajar estable.
3 en 1 o módulos separados
El 3 en 1 ayuda cuando falta espacio y se necesita una línea compacta. Los módulos separados dan más flexibilidad cuando bobina, enderezado o cambio de producto son más variables.
Superficie y acabado
Para cobre, aluminio, acero inoxidable, tira recubierta o material visible, revise presión de rodillos, mordaza, lubricación y equipo anterior antes de cerrar modelo.
Formatos o bobina
Si el material llega precortado y apilado, use una ruta de desapilado y carga de formatos. Si llega como bobina, seleccione desbobinado, enderezado, lazo y alimentador de tira.
Comparación de tipos
Qué alimentador conviene revisar primero
La tabla separa función, aplicación y riesgo de selección. Si dos opciones parecen posibles, envíe los datos de bobina y línea para confirmar antes de cotizar.
| Tipo | Mejor para | Antes de cotizar revise | Página |
|---|---|---|---|
| Formatos / blanks | Láminas precortadas apiladas que deben separarse, posicionarse y cargarse una por una en la prensa. | Confirme plano, peso, superficie, aceite, altura de pila, prensa, troquel, SPM y descarga posterior. | Ver |
| NC servo | Longitud programable, cambios frecuentes, prensa general, cizalla, láser o automatización flexible. | Confirme ancho, espesor, paso, SPM, serie A/B/C/D y liberación neumática o mecánica. | Ver |
| AF neumático | Paso fijo, presupuesto sensible y retrofit sencillo en prensa compacta. | Revise modelo AF, aire, longitud de alimentación, E/R/E+R, pasadores piloto y estabilidad del lazo. | Ver |
| RFS rodillos | Producción fija de alto volumen, paso corto y sincronización mecánica con prensa. | Valide eje de prensa, ángulo de carrera, paso de alimentación, momento de liberación y material sensible. | Ver |
| GCD servo rápido | Prensa rápida general donde NC servo estándar queda corto en tiempo de alimentación. | Compare paso, SPM, ángulo de liberación, rodillos GCr15, engranajes y necesidad real de alta velocidad. | Ver |
| GCH doble servo | Laminación de motor, acero eléctrico fino, prensa de cama ancha y alimentación y tracción. | Defina rol del alimentador: alimentación, tracción o ambos. Revise niveladora con lazo en S, cortador de chatarra y plano del molde. | Ver |
| Zigzag servo | Discos, círculos, arandelas, utensilios de cocina y recorte con patrón anidado. | Confirme diámetro, margen entre piezas, ancho de bobina, patrón S/W, prensa y línea completa. | Ver |
| Pinza HG | Tiras estrechas, terminales, conectores, paso corto y material sensible. | Revise longitud de alimentación, ancho 8-150 mm, espesor, SPM, mordaza y ángulo de liberación. | Ver |
| Engranajes GCF | Paso fijo, alta velocidad repetitiva, terminales, estator, rotor y laminación EI. | Valide juego de engranajes, indexador, paso, material 0.1-1.0 mm, SPM y sincronización del troquel. | Ver |
| 3 en 1 NCHL-B | Línea compacta con desbobinado, enderezado y alimentación servo en una máquina. | Confirme si realmente necesita línea compacta o alimentador separado con desbobinador/enderezadora. | Ver |
Diagnóstico de línea
Del problema de material al tipo de equipo
Si todavía no sabe qué modelo pedir, empiece por el síntoma real de producción. Esta tabla ayuda a convertir problemas de bobina, planitud, superficie, paso, lazo o residuo en una primera ruta de selección.
| Problema observado | Qué suele indicar | Qué revisar primero | Páginas útiles |
|---|---|---|---|
| El material no llega en bobina: son blanks o láminas cortadas apiladas. | La solución no debe diseñarse como una línea de bobina. Se necesita separar una lámina, tomarla, posicionarla y coordinar su entrada y salida con la prensa. | Plano, peso, rigidez, aceite, acabado, rebaba, altura de pila, prensa, SPM, troquel y método de descarga. | |
| La longitud de alimentación cambia entre golpes o la pieza sale fuera de paso. | Puede ser un problema de sincronización con prensa, liberación de piloto, presión de rodillos, lazo previo o selección incorrecta del tipo de alimentador. | Paso, SPM, señal de prensa, guía piloto, ángulo de liberación, espesor, ancho y si el error aparece siempre o solo a cierta velocidad. | |
| La prensa trabaja con una pieza simple y paso fijo, pero el presupuesto es sensible. | No siempre hace falta servo. Un alimentador neumático puede ser suficiente si el trabajo es estable y el rango de material encaja. | Ancho, espesor, carrera, longitud de alimentación, presión de aire, frecuencia de cambio de producto y espacio de montaje. | |
| La línea necesita alta velocidad con paso corto y producción repetitiva. | El límite puede estar en el tiempo de alimentación, momento de liberación o mecanismo de sincronización, no solo en el motor servo. | SPM objetivo, paso, tipo de prensa, eje disponible, ángulo de alimentación, material sensible y estabilidad del lazo. | |
| Terminales, conectores o tira estrecha se marcan, vibran o pierden agarre. | El material estrecho y sensible suele exigir mejor control de sujeción, liberación, baja tensión y planitud previa. | Ancho real de tira, espesor, acabado, paso, SPM, tipo de sujeción, material recubierto y equipo anterior. | |
| La fábrica quiere ahorrar material en discos, círculos, arandelas o formatos cortados anidados. | El problema no es solo alimentar recto. Puede requerir movimiento lateral zigzag y confirmación del patrón de troquel. | Diámetro de pieza, ancho de bobina, margen entre piezas, patrón S/W, tonelaje de prensa, troquel y objetivo de ahorro de material. | |
| El cliente no sabe si comprar alimentador separado o una línea 3 en 1 compacta. | La decisión depende de espacio, bobina, planitud, rango de material y si la línea necesita integración compacta frente a flexibilidad modular. | Espacio frente a prensa, peso de bobina, espesor, ancho, cambio de material, enderezado necesario y mantenimiento esperado. | |
| El comprador pide una velocidad alta, pero solo comparte el SPM de la prensa. | SPM por sí solo no confirma la aplicación. Una línea puede fallar por paso largo, poco ángulo disponible, liberación tardía, lazo inestable o material que resbala. | Paso mínimo y máximo, ventana de alimentación, ángulo de liberación, tipo de prensa, guía piloto, material, espesor y equipo anterior. | |
| La tira llega marcada, rayada o con tensión irregular antes de entrar al troquel. | El problema puede estar antes del alimentador: desbobinado, lazo, enderezado, presión de rodillos, lubricación o suciedad superficial. | Fotos de la marca, material y acabado, presión de contacto, limpieza de rodillos, lubricación, planitud y comportamiento del lazo. |
Aplicaciones por industria
Soluciones conectadas con esta familia
Use estas rutas para pasar de la familia de equipo a un caso real de pieza, línea, material y problema de producción.

Estampado de autopartes
En autopartes, la línea debe cuidar estabilidad de alimentación, planitud, superficie, cambio de bobina y salida de residuo. La selección empieza por la pieza, no por el nombre de la máquina.
Explorar solución Electrodomésticos y herrajes
En electrodomésticos, gabinetes y herrajes, la línea debe equilibrar costo, espacio, cambio de lote, planitud y protección de superficie. La configuración suele moverse entre línea 3 en 1 compacta y equipos separados.
Explorar solución Metalurgia ligera y piezas de ferretería
Las piezas de ferretería y metalurgia ligera parecen simples, pero pueden combinar material delgado, lotes pequeños, paso corto, residuo continuo y necesidad de bajo costo por pieza.
Explorar solución
Laminación de motor eléctrico
La laminación de motor y transformador exige velocidad, control de lazo, alimentación precisa, cambio rápido de bobina y protección del acero al silicio delgado.
Explorar solución Terminales y conectores electrónicos
Los terminales y conectores combinan material delgado, paso corto, alta velocidad y tolerancia estricta. La solución puede requerir desbobinado estable, alimentador de alta velocidad, control de residuo y, en algunos casos, rebobinado.
Explorar solución
Manejo de residuo en prensa
El residuo continuo puede ocupar espacio, crear riesgo, detener la prensa y dificultar reciclaje. La solución correcta depende de si el residuo sale como tira, malla, esqueleto irregular o material fino.
Explorar soluciónDatos para cotizar
Qué enviar para una respuesta útil
- Material, ancho, espesor, resistencia y acabado superficial
- Longitud de alimentación mínima y máxima; paso real del troquel
- SPM objetivo, modelo de prensa, carrera y señal disponible
- Troquel simple o progresivo, guía piloto y ángulo de liberación
- Frecuencia de cambio de producto, recetas y tolerancia de paso
- Equipo anterior: desbobinador, enderezadora, niveladora, lazo y lubricación
- Espacio de instalación, altura de línea, dirección de entrada y voltaje
- Foto o video de la línea actual, pieza estampada y problema principal
También se conoce como
alimentadores para prensa, alimentador de lámina, alimentador de bobina, alimentador para troqueladora, fabricante de alimentadores
Precio por configuración
Precio y cotización de esta familia
En esta familia no hay una lista única de precios, porque cada modelo puede cambiar por rango de material, capacidad, opciones de seguridad, control, integración con la línea, voltaje, embalaje y destino. La cotización útil debe explicar qué configuración se está comparando.
Modelo base
El primer filtro es función, ancho, espesor, peso, velocidad y tipo de proceso. Desde ahí se define qué versión conviene revisar.
Accesorios y opciones
Las opciones cambian por aplicación: carga de bobina, guiado, lubricación, salida de residuo, control de lazo, sensores o sincronización con prensa.
Condiciones de planta
Instalación, altura de línea, dirección de alimentación, espacio de operador, tensión eléctrica, embalaje y país de destino pueden modificar la propuesta.
Datos para WhatsApp
Comparta material, espesor, ancho, peso de bobina, prensa, paso, velocidad, fotos o video. HENLI puede orientar la configuración antes de emitir precio.
FAQ
Preguntas de compra frecuentes
¿Conviene alimentador servo NC o neumático?
Servo NC conviene para longitud programable, cambios de producto y mejor control. El neumático puede servir cuando el trabajo es fijo y el presupuesto manda.
¿Cuándo elegir alimentador de rodillos?
Cuando el producto tiene paso fijo, el volumen es alto y la sincronización mecánica con la prensa puede aportar velocidad y estabilidad.
¿Cuál es el precio de un alimentador para prensa?
No hay un precio único. Un AF neumático, NC servo, RFS, GCD, GCH, zigzag, pinza o alimentador de engranajes tienen estructuras distintas. HENLI cotiza después de revisar material, paso, SPM, prensa, molde, opciones, voltaje y destino.
¿Por qué no basta con elegir un alimentador solo por SPM?
Porque la velocidad real depende también de longitud de alimentación, material, troquel, liberación de piloto, estabilidad del lazo y tipo de prensa. Un alimentador rápido mal seleccionado puede seguir dando error de paso.
¿Qué datos debe enviar para seleccionar un alimentador?
Material, espesor, ancho, paso de alimentación, SPM real, tipo de prensa, troquel, guía piloto, superficie de la tira, equipo anterior y si el proceso cambia de producto con frecuencia.
¿Un alimentador corrige mala planitud, marcas o tensión de bobina?
No por sí solo. Si la tira llega curvada, marcada o con tensión irregular, también se debe revisar desbobinador, enderezadora, niveladora, lazo, rodillos, lubricación y limpieza del material.
Cotización técnica
Cotizar Alimentadores
Comparta material, espesor, ancho, forma de entrada, prensa y objetivo de producción. HENLI puede recomendar el tipo de equipo antes de preparar la cotización.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje