
Alimentación de formatos · HENLI
Alimentador automático de formatos y láminas cortadas para prensa
El sistema toma una lámina cortada de la pila, la coloca sobre la mesa, la posiciona con dos servos y la introduce en el troquel sin convertir el proceso en una línea de bobina.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
Para prensas que trabajan con formatos precortados, discos, placas o blanks apilados y necesitan reducir carga manual, separar una pieza por ciclo y coordinar entrada y descarga con el troquel.
- Separa y toma una lámina de la pila mediante vacío.
- Dos servos controlan el empuje y el posicionamiento hacia el troquel.
- La descarga posterior por rodillos puede retirar pieza o esqueleto según el proceso.
- La velocidad final depende del formato, la prensa, el troquel y el layout.

Arquitectura del sistema
Una estación compacta para tomar, posicionar y descargar blanks
La máquina integra la zona de pila, la toma por vacío, la mesa de transferencia, el empuje servo y la salida posterior. Esta vista completa permite revisar el recorrido del formato y el acceso de operación antes de definir el layout junto a la prensa.
- Formatos publicados hasta 300 × 1200 mm
- Espesor publicado de 0.2 a 3.0 mm
- PLC Mitsubishi y doble servo Delta
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- El material llega como formatos o blanks apilados, no como tira continua desde bobina.
- La pieza entra una por una y la prensa necesita una secuencia repetible de toma, posicionamiento y descarga.
- El proyecto se encuentra dentro de 300 mm de ancho, 1200 mm de largo y 0.2-3.0 mm de espesor publicados.
- La planta puede aportar forma del blank, altura de pila, superficie, SPM, troquel y método de salida.
Revise otra configuración si
- Si el material parte de bobina continua, revise desbobinador, enderezadora y alimentador de bobina.
- No cierre la selección solo con ancho y espesor: ventosas, separación de láminas y rigidez cambian con material y superficie.
- Formatos fuera del rango publicado o con geometría inestable requieren una revisión especial.
- Si el problema principal está en el troquel o la descarga, primero debe validarse el ciclo completo.
Descripción técnica
Qué resuelve dentro de la línea
Un sistema de alimentación de formatos resuelve un flujo distinto al de una bobina. El material ya llega cortado, se apila y debe separarse una lámina por ciclo antes de posicionarla en el troquel.
La confiabilidad no depende solo del servo. También depende de cómo se comporta la pila: aceite entre láminas, magnetismo, rebaba, rigidez, deformación, superficie y tolerancia dimensional pueden cambiar la toma y el posicionamiento.
Flujo de trabajo
- Pila de formatosEl operador o un sistema anterior repone la pila dentro de la zona de carga definida.
- Separación y vacíoLa toma debe levantar una sola lámina y confirmar vacío antes de transferirla.
- Mesa y posicionamientoEl blank se apoya y los servos lo empujan hacia la referencia del troquel.
- EstampadoLa prensa recibe permiso cuando material, posición y ventana de seguridad son correctos.
- DescargaRodillos posteriores retiran pieza o esqueleto según la operación diseñada.

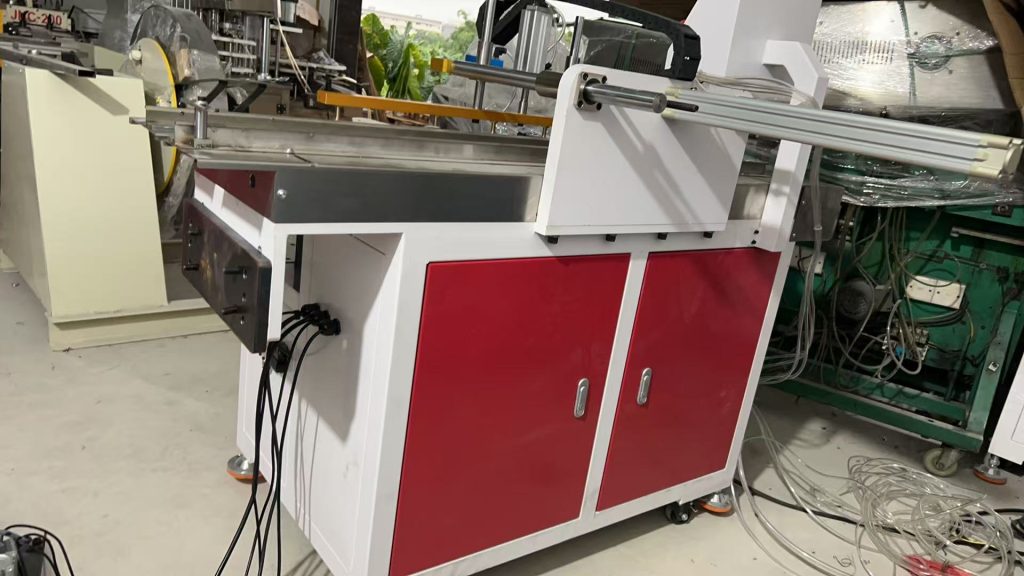
Equipo real en taller
El ciclo debe validarse con la pila, la prensa y la descarga en la misma línea
La vista lateral muestra la relación entre mesa, estructura de empuje y zona posterior. Antes de fabricar se confirman altura de troquel, dirección de carga, acceso para reponer la pila y espacio para retirar pieza o residuo sin cruzar el área del operador.
- Confirmar altura de alimentación
- Reservar acceso para reposición de pila
- Coordinar salida posterior con el troquel
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
Empiece por el blank real
Plano, peso, rigidez, rebaba, aceite y acabado definen la toma mejor que un nombre genérico de máquina.
Mida el ciclo completo
La velocidad debe incluir toma, transferencia, posicionamiento, golpe de prensa y descarga.
Revise la reposición
La autonomía útil depende de altura de pila, frecuencia de carga y acceso seguro del operador.
Confirme la salida
Una pieza que no se descarga a tiempo puede detener toda la celda aunque la alimentación sea correcta.
Datos de selección
Parámetros y puntos de revisión
Ancho de formato0-300 mm
Longitud de formato0-1200 mm
Espesor0.2-3.0 mm
Velocidad35-60 SPM según pieza y proceso
AccionamientoDoble servo Delta
ControlPLC Mitsubishi
Potencia2 kW
CargaToma automática por vacío
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Rango publicado del alimentador de formatos
Los valores provienen de la página HENLI. La velocidad estable se confirma con la geometría del blank, pila, prensa, troquel y descarga.
| Parámetro | Rango o configuración |
|---|---|
| Ancho de material | 0-300 mm |
| Longitud de material | 0-1200 mm |
| Espesor de material | 0.2-3.0 mm |
| Velocidad de producción | 35-60 SPM |
| Sistema de carga | Succión automática por vacío |
| Sistema de avance | Empuje de precisión con doble servo |
| Descarga | Rodillos posteriores |
| PLC | Mitsubishi |
| Servo | Delta |
| Potencia | 2 kW |
Datos necesarios para validar el ciclo
| Dato | Por qué cambia la selección |
|---|---|
| Plano y peso del blank | Define ventosas, rigidez, empuje y puntos de apoyo |
| Altura y forma de la pila | Define autonomía, reposición y separación de láminas |
| Aceite y acabado superficial | Afectan vacío, doble lámina y riesgo de marcas |
| Prensa, SPM y troquel | Definen ventana de carga y sincronización |
| Salida de pieza o esqueleto | Define rodillos, altura y espacio posterior |
Configuración
Opciones que cambian la selección
Toma por vacío
La ventosa, el número de puntos de toma y la separación de láminas se definen con tamaño, peso, rigidez, aceite y condición superficial del formato.
Posicionamiento por doble servo
Los ejes de empuje se coordinan con la prensa para introducir el blank en la posición requerida. La precisión final depende también de topes, troquel y guiado.
Descarga posterior
Los rodillos posteriores pueden retirar la pieza terminada o el esqueleto, pero la dirección y altura deben confirmarse con el layout real.
Seguridad y detección
La celda debe revisar doble lámina, falta de material, vacío, posición, resguardos y comunicación con la prensa antes de automatizar el ciclo.
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 2 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
2vistas

Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Alimentador de formatos · Tabla técnica original 1
| Feature | Parameter | Buyer note |
|---|---|---|
| Control System | Mitsubishi PLC | Confirm signal interface with the stamping press. |
| Drive System | Delta Servo Motor | Used for controlled push-feed motion. |
| Power | 2 kW | Final electrical configuration depends on local requirements. |
| Production Speed | 35-60 SPM (strokes per minute) | Depends on blank size, tooling, press timing, and line layout. |
| Applicable Material Width | 0-300 mm | Non-standard width should be checked before quotation. |
| Applicable Material Length | 0-1200 mm | Long blanks may need custom feed stroke or support. |
| Applicable Material Thickness | 0.2-3.0 mm | Material type and surface condition affect separation. |
| Loading Method | Automatic vacuum suction loading | Tell Henli whether one blank or special separation is required. |
| Feeding Method | Dual-servo precision push-feed | Feed direction, press opening, and die position should be reviewed. |
| Scrap / Part Handling | Rear roller ejection | Share whether finished parts or scrap skeletons need discharge. |
Vídeo original
Funcionamiento de la máquina
Aplicaciones
Procesos donde suele encajar
- Láminas y formatos cortados antes de estampado
- Embutido y formado de piezas desde blank
- Placas pequeñas y medianas apiladas
- Celdas donde se quiere sustituir carga manual repetitiva
También puede buscarlo como
alimentador automático de formatos para prensa, desapilador de lámina, cargador automático de blanks, alimentador de láminas cortadas, sistema de carga para prensa
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. alimentador de bobina
El alimentador de formatos trabaja con blanks apilados; el de bobina controla tira continua y necesita lazo y preparación de material.
Vs. carga manual
La automatización reduce manipulación repetitiva, pero exige detección, resguardos y una pila estable.
Vs. robot general
Una estación dedicada puede ser más compacta para geometrías repetitivas; un robot puede dar más flexibilidad cuando cambian piezas y trayectorias.
Datos específicos para cotizar este equipo
- Plano, dimensiones, peso y fotos del blank
- Material, espesor, acabado, aceite y rebaba
- Altura, cantidad y método de reposición de la pila
- Prensa, SPM, carrera, troquel y altura de alimentación
- Método de descarga de pieza y esqueleto
- Layout, resguardos, voltaje y país de destino
Precio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Alimentador de formatos porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿Este alimentador trabaja con bobina o con lámina cortada?
Trabaja principalmente con formatos o blanks precortados y apilados. Si el material llega como bobina continua, corresponde revisar una línea con desbobinador, enderezadora y alimentador de bobina.
¿Cómo evita tomar dos láminas a la vez?
La solución se configura con vacío, separación, detección y lógica de control según material, aceite, espesor y comportamiento real de la pila. No existe un ajuste universal para todos los blanks.
¿Puede trabajar a 60 SPM en cualquier pieza?
No. El rango publicado es de 35-60 SPM, pero la velocidad estable depende de tamaño y peso del blank, altura de pila, carrera de los servos, prensa, troquel y descarga.
¿Cuál es el precio de un sistema de alimentación de formatos?
No se publica un precio fijo. La cotización se define con plano del blank, material, espesor, pila, prensa, troquel, SPM, toma por vacío, detección, descarga, voltaje y layout.
¿Qué debe enviar el comprador para seleccionar el sistema?
Plano y peso del formato, material y acabado, espesor, altura de pila, fotos del proceso actual, prensa, SPM, troquel, altura de carga, método de descarga y espacio disponible.
Productos relacionados
Otros equipos de la misma línea

Alimentación
Alimentador servo NC
El alimentador servo NC controla el paso de alimentación de la tira hacia el troquel, sincronizado con la prensa.
Ver detalles
Alimentación
Alimentador neumático para prensa
El alimentador neumático automatiza la alimentación de paso fijo usando aire comprimido, mordazas y ajuste de carrera.
Ver detalles
Línea completa
Línea de alimentación para prensa
Una línea de alimentación conecta la bobina con la prensa: desbobina, endereza, alimenta por paso y mantiene el ritmo del troquel.
Ver detalles
Lubricación
Lubricador doble cara para lámina
Este lubricador aplica aceite en ambas caras de láminas cortadas o formatos cortados y las devuelve al mismo lado para que un operador o robot pueda cargar la prensa hidráulica.
Ver detallesCotización técnica
Cotizar Alimentador de formatos
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje