
Alimentación · HENLI
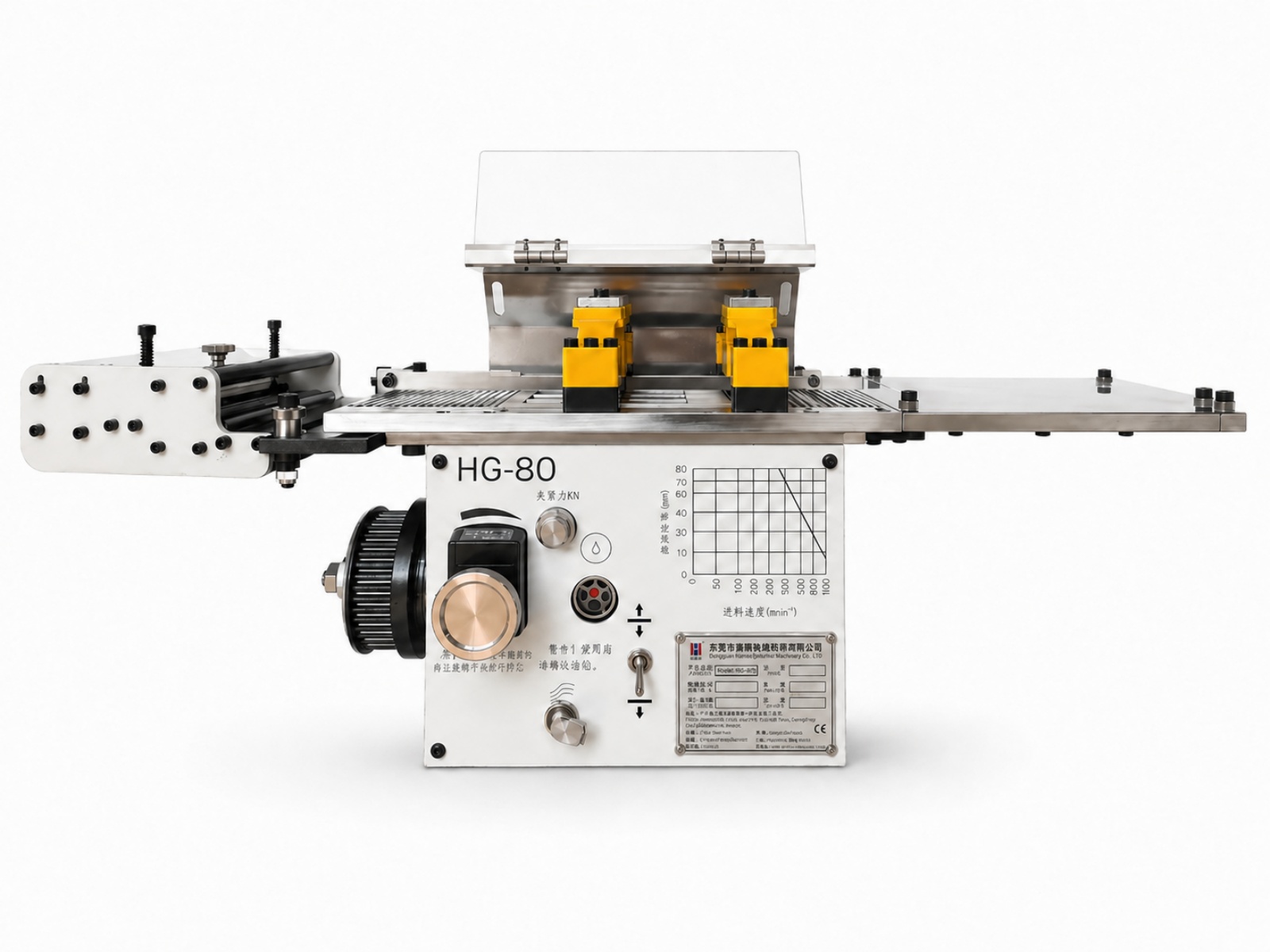
Alimentador de pinza HG para tiras estrechas de alta velocidad
El alimentador de pinza HG usa mordazas para alimentar tira estrecha y corta con alta velocidad, cuidando mejor ciertas superficies que un rodillo mal ajustado.
Unidades de ingeniería
Uso recomendado
Cuándo conviene este equipo
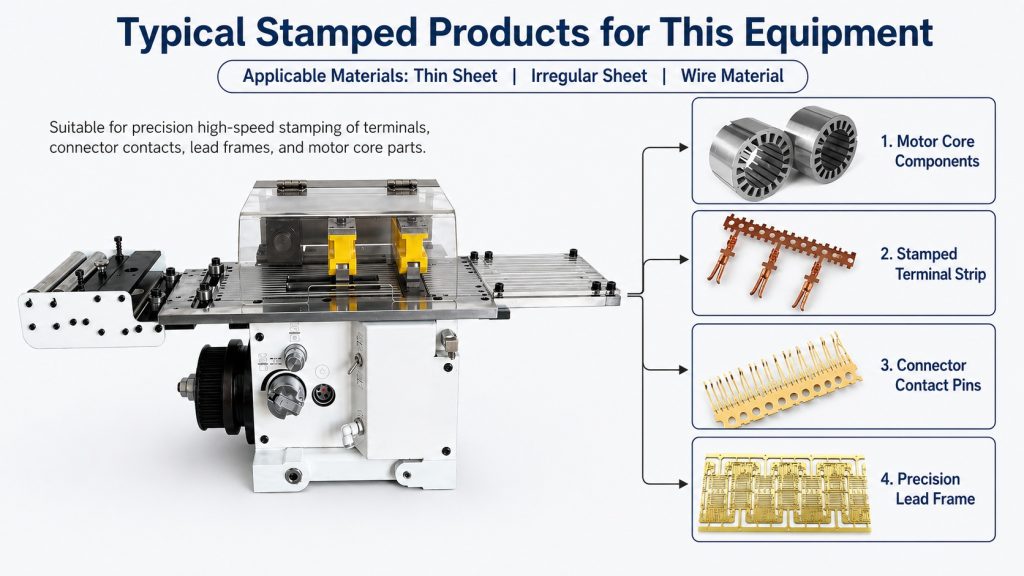
Para terminales, conectores, marcos conductores, laminación de motor y tiras estrechas donde el paso corto, la superficie y la sincronización de prensa son críticos.
- Fuerte en paso corto y tira estrecha de alta velocidad.
- La mordaza reduce ciertos riesgos de marcas frente a rodillo en material sensible.
- La selección depende de longitud de alimentación, SPM, momento de liberación y superficie.
- Encaja con líneas de terminales, conectores y precisión.
Alimentación por pinza
HG sujeta y libera tira estrecha dentro de una ventana mecánica muy corta
La arquitectura de pinza está orientada a pasos cortos y tiras estrechas. La selección depende de longitud de avance, SPM, ángulo de alimentación, liberación y fuerza de sujeción.
- HG-60, HG-80 y HG-80W
- Hasta 800 SPM según modelo
- Ancho publicado hasta 150 mm
Encaje técnico
Cuándo usarlo y cuándo revisar otra opción
Encaja bien cuando
- Tiras estrechas, delgadas o sensibles donde el contacto por rodillo puede marcar o resbalar.
- Terminales, conectores, marcos conductores y piezas con paso corto en prensa rápida.
- Aplicaciones donde la sujeción, el ángulo de liberación y el ángulo de alimentación deben coordinarse con el troquel.
Revise otra configuración si
- Tiras anchas o pesadas fuera del rango HG; revise alimentador de rodillos, servo o alimentador de engranajes.
- Cambios frecuentes de longitud donde un servo programable puede ser más práctico.
- Proyectos sin confirmar longitud de alimentación, ancho, espesor, SPM, requisito de superficie y momento de liberación.

Cuerpo compacto
La pinza se coloca cerca del troquel para reducir recorrido libre de la tira
La vista completa permite revisar huella, altura y dirección de montaje. En material delgado, la distancia entre pinza y troquel influye en pandeo, guía y estabilidad del paso.
- Montar cerca del troquel
- Confirmar dirección de tira
- Revisar apoyo entre equipos
Descripción técnica
Qué resuelve dentro de la línea
El alimentador de pinza resuelve un tipo de problema distinto al alimentador de rodillos: cuando la tira es estrecha, el paso es corto y la superficie no debe sufrir marcas por presión de rodillos mal ajustada.
La selección no debe hacerse solo por SPM. Hay que cruzar longitud de alimentación, ancho de tira, espesor, ángulo de liberación, fuerza de mordaza, superficie del material y estructura del troquel.
Flujo de trabajo
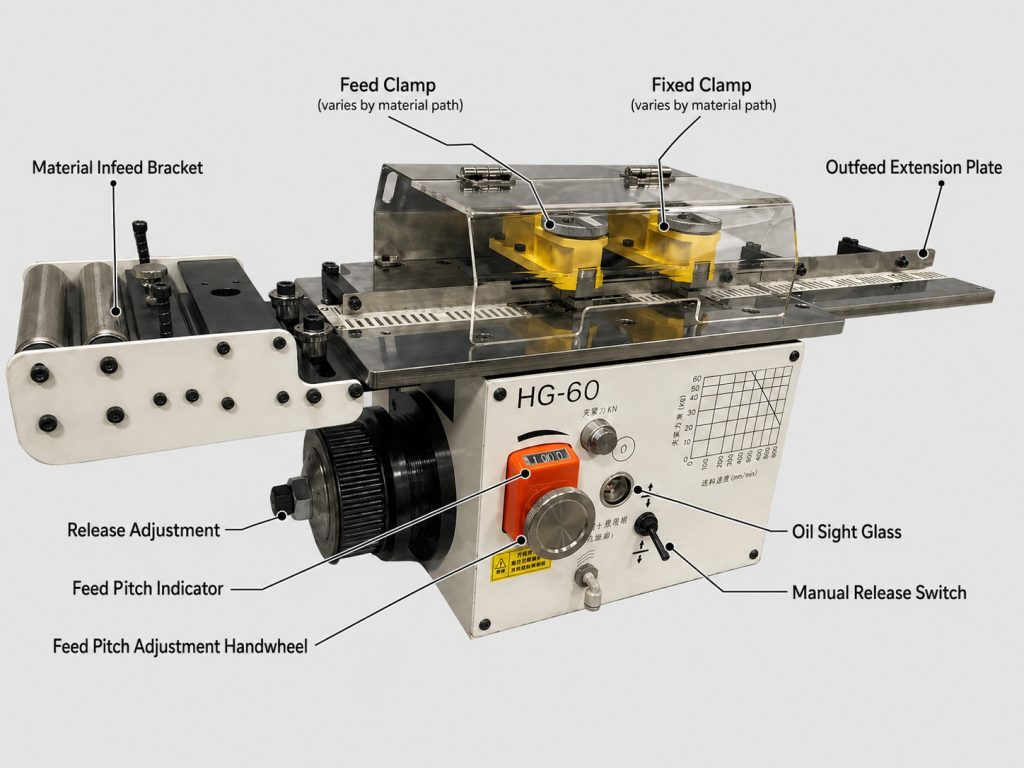
- Mordaza móvilSujeta la tira y la avanza durante la ventana de alimentación.
- Mordaza fijaMantiene la posición cuando la prensa trabaja y ayuda a evitar desplazamiento.
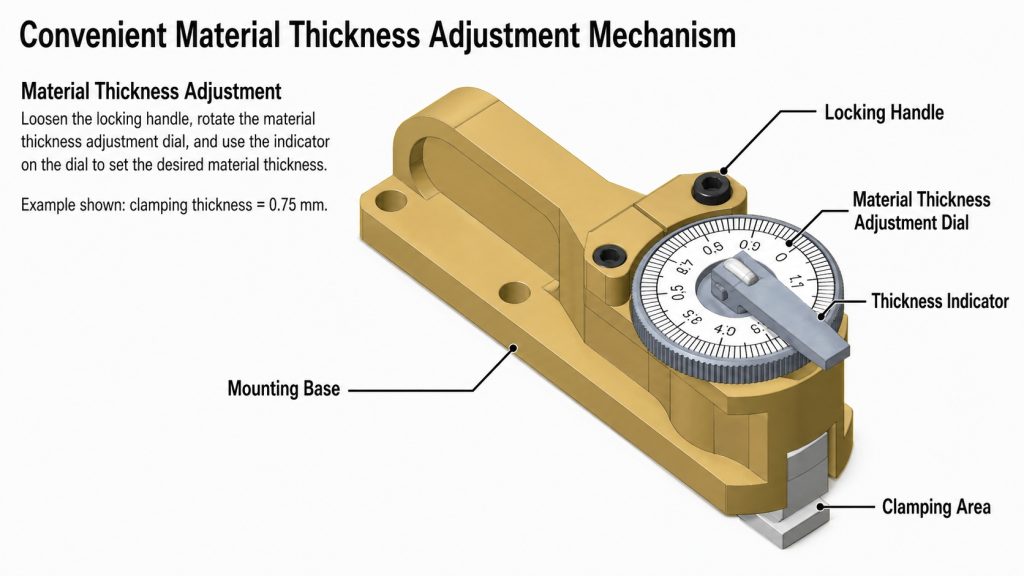
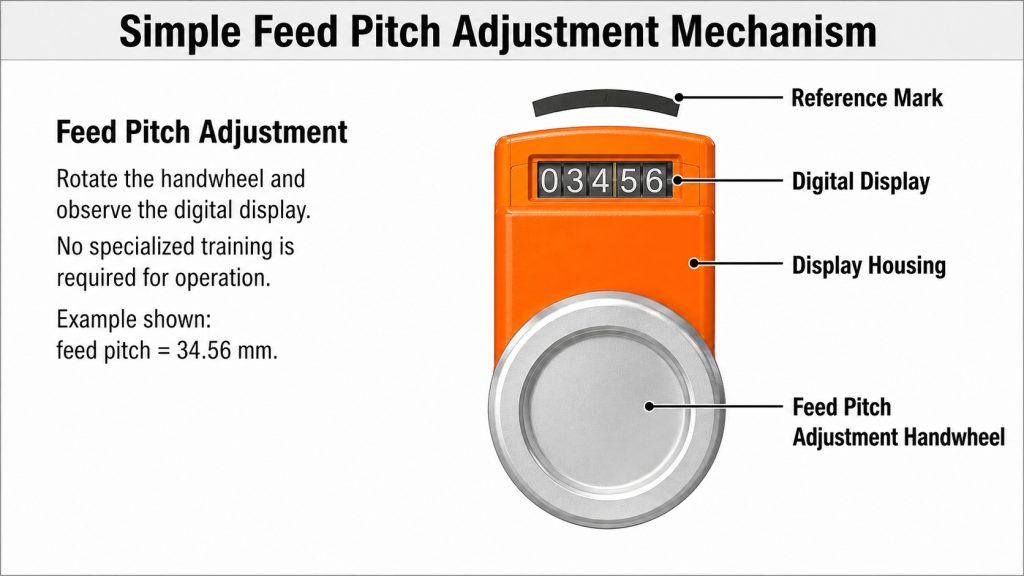
- Ajuste de pasoEl volante de ajuste y el indicador permiten repetir la longitud de alimentación en cambios de preparación.
- LiberaciónEl ángulo de liberación debe coincidir con el troquel y los pilotos.

Instalación real
La sincronización con la prensa decide cuándo la pinza avanza, sujeta y libera
La fotografía de instalación muestra que el rendimiento depende de la leva o señal de prensa y del momento de liberación. El troquel debe recibir la tira sin arrastre cuando actúan los pilotos.
- Definir ángulo de alimentación
- Definir ángulo de liberación
- Verificar pilotos del troquel
Selección
Cómo decidir si este modelo encaja
La decisión correcta depende del material, la prensa, el troquel, la velocidad real y el problema de producción. Estos puntos ayudan a evitar una compra por nombre de máquina.
HG-60
Mejor cuando el paso máximo es 60 mm y se busca la velocidad más alta.
HG-80
Para paso hasta 80 mm con ancho estándar de tira estrecha.
HG-80W
Para tiras algo más anchas, hasta 150 mm, aceptando menor velocidad máxima.
Superficie sensible
Cuando una tira recubierta, blanda o de acabado visible no debe marcarse, el mecanismo de pinza puede ser una mejor ruta.

Acceso de ajuste
Paso, ancho y fuerza de sujeción se cierran con una muestra de tira
La vista de operación permite comprobar acceso a regulación y alineación. Para superficies visibles se revisa la mordaza y la presión con una muestra real antes de cerrar la configuración.
- Enviar muestra de material
- Confirmar acabado superficial
- Medir paso máximo y mínimo
Datos de selección
Parámetros y puntos de revisión
ModelosHG-60, HG-80, HG-80W
Espesor0.04-2.0 mm
Ancho8-110 mm; HG-80W hasta 150 mm
VelocidadHasta 800 SPM según modelo

Montaje en prensa
La base y la altura deben mantener la tira centrada durante toda la carrera
La integración real muestra la importancia de una base rígida y una trayectoria corta. Vibración, desalineación o apoyo insuficiente pueden aparecer como error de paso aunque la pinza funcione correctamente.
- Base rígida
- Centro de línea estable
- Apoyo de tira sin fricción excesiva
Modelos y parámetros
Tabla técnica para preselección
Use esta tabla como primera revisión. La selección final debe cruzarse con material, bobina, prensa, velocidad, seguridad de carga y espacio disponible.
Unidades de parámetros
Tabla técnica HG alimentador de pinza
Confirme longitud de alimentación, SPM, liberación del troquel, dirección de instalación y necesidad de protección superficial antes de cotizar.
| Parámetro | HG-60 | HG-80 | HG-80W |
|---|---|---|---|
| Longitud de alimentación | 0-60 mm | 0-80 mm | 0-80 mm |
| Espesor de material | 0.04-2.0 mm | 0.04-2.0 mm | 0.04-2.0 mm |
| Ancho de material | 8-110 mm | 8-110 mm | 8-150 mm |
| SPM máximo | 800 golpes/min | 700 golpes/min | 400 golpes/min |
| Velocidad máxima | 25 m/min | 25 m/min | 25 m/min |
| Ángulo de alimentación | 155° | 155° | 155° |
| Precisión | ±0.025 mm | ±0.025 mm | ±0.025 mm |
| Ángulo de liberación | aprox. 69° | aprox. 69° | aprox. 69° |
| Lubricación | Sistema forzado | Sistema forzado | Sistema forzado |
| Fuerza de sujeción | 400-1200 N | 400-1200 N | 400-1200 N |
| Aire requerido | 5 kgf/cm2 | 5 kgf/cm2 | 5 kgf/cm2 |
| Peso aprox. | 70 kg | 70 kg | 70 kg |
Selección de HG frente a rodillos o servo
La pinza no se elige solo por velocidad. Revise ancho, superficie, paso y estabilidad de sujeción antes de cerrar modelo.
| Situación | Qué revisar | Alternativa posible |
|---|---|---|
| Tira estrecha y paso corto | HG-60 o HG-80 según longitud | RFS si el material acepta rodillos |
| Ancho hasta 150 mm | HG-80W con menor velocidad máxima | Servo NC o RFS para más ancho |
| Superficie recubierta o sensible | Mordaza, presión y marca superficial | Pinza o rodillos PU |
| Cambio frecuente de paso | Tiempo de ajuste y receta | Servo NC o GCD |
| SPM muy alto | Ángulo de alimentación y liberación | HG-60 si el paso permite |
| Material fuera de 0.04-2.0 mm | No forzar la serie | RFS, GCF, GCD o solución especial |
Configuración
Opciones que cambian la selección
HG-60
Para paso hasta 60 mm y velocidad máxima más alta dentro de la familia.
HG-80
Para longitud de alimentación hasta 80 mm con ancho estándar hasta 110 mm.
HG-80W
Para requisitos de ancho mayor, hasta 150 mm, con velocidad máxima menor.
Protección de superficie
Use alimentador de pinza cuando la tira recubierta, blanda o sensible necesita menos riesgo de marcas por rodillo.
Archivo visual del producto
Todas las vistas técnicas disponibles
Se han localizado y organizado 10 imágenes de las fichas técnicas originales de HENLI. Las vistas se agrupan por función para relacionar cada imagen con la decisión de compra.
Equipo y configuración
8vistas





Estructura y componentes
1vista
Selección del equipo
1vista

Parámetros originales completos
Tablas técnicas de la ficha HENLI
Se mantienen todos los valores publicados. La selección final debe comprobar la combinación real de material, espesor, ancho, resistencia y bobina.
Pinza HG · Tabla técnica original 1
| Specification | HG-60 | HG-80 | HG-80W |
|---|---|---|---|
| Feeding length | 0-60 mm0-2.36 in | 0-80 mm0-3.15 in | 0-80 mm0-3.15 in |
| Material thickness | 0.04-2.0 mm0.0016-0.079 in | ||
| Material width | 8-110 mm0.31-4.33 in | 8-110 mm0.31-4.33 in | 8-150 mm0.31-5.91 in |
| Max. strokes per minute | 800 min-1 | 700 min-1 | 400 min-1 |
| Max. feeding velocity | 25 m/min82 ft/min | ||
| Feeding angle | 155° | ||
| Feeding accuracy | ±0.025 mm±0.001 in | ||
| Release angle | ≈ 69° | ||
| Lubrication method | Forced lubrication system | ||
| Clamping force | 400-1200 N90-270 lbf | ||
| Required air pressure | 5 kgf/cm271 psi | ||
| Machine weight | approx. 70 kgapprox. 154 lb |
Aplicaciones
Procesos donde suele encajar
- Terminales electrónicos
- Conectores y marcos conductores
- Laminaciones pequeñas
- Tiras recubiertas o sensibles
También puede buscarlo como
alimentador de pinza, alimentador de pinza de alta velocidad, alimentador para terminales, alimentador para conectores, alimentador de pinza HG

Producción de precisión
HG se orienta a terminales, conectores y tiras pequeñas de alto volumen
La aplicación en prensa rápida es apropiada cuando el material entra en el rango publicado y el paso permanece corto. Para cambios frecuentes de longitud o anchos mayores, conviene comparar servo NC o GCD.
- Terminales electrónicos
- Conectores
- Marcos conductores y laminaciones pequeñas
Comparación práctica
Lo que debe revisar antes de pedir precio
Vs. alimentador RFS de rodillos
RFS es fuerte para alimentación mecánica por rodillos; la pinza ayuda en tira estrecha sensible y paso corto.
Vs. alimentador de engranajes
El alimentador de engranajes es excelente para paso fijo de producción larga; la pinza se centra en sujeción y superficie.
Vs. servo NC
Servo NC es más flexible; la pinza puede ser mejor cuando la velocidad y la superficie dominan la decisión.
Datos específicos para cotizar este equipo
- Longitud de alimentación exacta
- Ancho de tira y espesor
- SPM objetivo
- Material y acabado superficial
- Ángulo de liberación y pasadores piloto
- Dirección de instalación y espacio
Aplicaciones relacionadas
Soluciones donde aparece este equipo
Estas páginas muestran cómo el equipo se combina con otros módulos de línea según pieza, material, velocidad, superficie y salida de residuo.

Terminales y conectores electrónicos
Los terminales y conectores combinan material delgado, paso corto, alta velocidad y tolerancia estricta. La solución puede requerir desbobinado estable, alimentador de alta velocidad, control de residuo y, en algunos casos, rebobinado.
Explorar solución Línea para terminales y conectores de paso corto
En terminales y conectores, el reto suele estar en alimentar material delgado, estrecho y de paso corto sin deformar la tira ni perder sincronización con una prensa rápida.
Explorar soluciónGuías técnicas relacionadas
Problemas de selección conectados con este equipo
Estas guías ayudan a decidir cuándo este equipo encaja, cuándo comparar otra configuración y qué datos enviar antes de cotizar.

Cómo cortar el esqueleto de chatarra en una línea de alta velocidad
El esqueleto de chatarra de una línea rápida puede ser más que residuo. Si tira, vibra o se acumula mal, puede afectar alimentación, seguridad y tiempo de operación.
Leer guíaLínea de terminales y conectores a alta velocidad
Terminales y conectores combinan paso corto, material delgado, superficie sensible y salida delicada. La línea debe diseñarse como proceso completo, no solo por velocidad nominal.
Leer guía
Cuándo elegir niveladora tipo U de alta velocidad
La niveladora tipo U se revisa cuando la ruta de material, el lazo y la sincronización de tira delgada necesitan una forma de lazo distinta a la tipo S.
Leer guía
Cuándo usar niveladora doble etapa DSL
La DSL se justifica cuando una sola etapa de nivelación no entrega la planitud que necesita una tira delgada y sensible antes del proceso posterior.
Leer guía
Cómo controlar el residuo en terminales y conectores
En terminales y conectores, el residuo no siempre es una tira fuerte que se puede cortar sin pensar. A veces es fino, sensible y capaz de afectar la alimentación.
Leer guía
Cuándo usar alimentador de pinza y cuándo alimentador de engranajes
En prensas rápidas, el alimentador no se elige solo por velocidad. El paso, el modo de sujeción, el material, el piloto y el mantenimiento cambian la respuesta correcta.
Leer guíaPrecio por configuración
Precio y cotización de este equipo
HENLI no publica un precio fijo para Pinza HG porque la configuración cambia según material, bobina, prensa, troquel, opciones, voltaje, embalaje y país de destino. Para comparar ofertas, primero hay que comparar la misma configuración técnica.
Rango de máquina
El ancho, espesor, peso de bobina, velocidad, paso y tipo de material pueden cambiar estructura, motor, control y accesorios.
Opciones necesarias
Carro de bobina, brazo presor, cabezal abrible, lubricación, cizalla, cortador de chatarra, sensores o protección superficial se agregan solo cuando el proceso lo necesita.
Integración de línea
La altura de alimentación, señal de prensa, espacio de instalación, dirección de entrada, espacio de mantenimiento y equipo anterior o posterior influyen en la propuesta.
Oferta comparable
Envíe por WhatsApp material, espesor, ancho, bobina, prensa, paso, SPM, fotos de pieza y espacio. Con esos datos se cotiza una configuración concreta.
FAQ
Preguntas frecuentes
¿Cuándo elegir alimentador de pinza en vez de alimentador de rodillos?
Cuando la tira es estrecha, sensible o de paso corto y la superficie o el agarre por rodillo puede ser un riesgo.
¿El alimentador de pinza sirve para todos los anchos?
No. La familia HG se enfoca en tiras estrechas. Para ancho grande, compare NC servo, RFS, GCD o soluciones personalizadas.
¿Cuál es el precio de un alimentador de pinza?
Depende de modelo HG, paso, ancho, espesor, SPM, prensa, liberación del troquel, montaje, protección superficial y destino.
¿Qué define si conviene HG-60, HG-80 o HG-80W?
La selección depende de longitud de alimentación, ancho de tira, SPM objetivo, espacio de instalación y sensibilidad de la superficie. HG-80W cubre más ancho, pero con menor velocidad máxima.
¿Qué datos de superficie debe enviar el comprador?
Conviene indicar si la tira tiene recubrimiento, pulido, cobre, aluminio, acero inoxidable o material blando, y enviar fotos de marcas actuales si ya existen problemas de rayado o deslizamiento.
Productos relacionados
Otros equipos de la misma línea

Alimentación
Alimentador de rodillos de alta velocidad
El alimentador de rodillos de alta velocidad se sincroniza mecánicamente con la prensa para producciones de paso fijo.
Ver detalles Alimentación
Alimentador de engranajes de alta velocidad
El GCF usa arquitectura de engranajes intercambiables para alimentación mecánica de paso fijo en producción rápida y repetitiva.
Ver detalles
Alimentación
Alimentador servo de alta velocidad GCD
El GCD es un alimentador servo compacto para prensas de alta velocidad cuando el NC servo general ya no resuelve bien la ventana de alimentación.
Ver detallesCotización técnica
Cotizar Pinza HG
Envíe material, medidas, forma de entrada, prensa, proceso y espacio de instalación. HENLI revisará si conviene este modelo o una configuración alternativa.
Datos útiles para responder rápido
- Tipo de pieza o proceso de estampado
- Material y acabado superficial
- Forma de entrada: bobina, tira, formato cortado, lámina o residuo
- Espesor, ancho y largo cuando aplique
- Peso, ID y OD de bobina si el material viene en rollo
- Prensa, SPM, troquel y punto de proceso
- Espacio disponible y fotos/video de la instalación
- País de destino, voltaje y requisitos de embalaje